–Ы–∞–Ј–µ—А–љ–∞—П —А–µ–Ј–Ї–∞
–Т –Ї–Њ–љ—Ж–µ XX –љ–∞—З–∞–ї–µ XXI –≤–≤. –Њ–±–ї–∞—Б—В—М –њ—А–Є–Љ–µ–љ–µ–љ–Є—П –ї–∞–Ј–µ—А–љ—Л—Е —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є —А–∞—Б—И–Є—А–Є–ї–∞—Б—М. –Я–Њ—П–≤–Є–ї–Њ—Б—М –±–Њ–ї—М—И–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П, –Њ—Б–љ–Њ–≤–∞–љ–љ–Њ–≥–Њ –љ–∞ –њ—А–Є–Љ–µ–љ–µ–љ–Є–Є –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –Є–Ј–ї—Г—З–µ–љ–Є—П, —З–∞—Б—В—М —В–∞–Ї–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П —Б–Њ—Б—В–∞–≤–ї—П—О—В —Б—В–∞–љ–Ї–Є –і–ї—П —А–µ–Ј–∞–љ–Є—П –Є –≥—А–∞–≤–Є—А–Њ–≤–Ї–Є —А–∞–Ј–ї–Є—З–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤. –Э–∞ –ї–∞–Ј–µ—А–љ–Њ–Љ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–Є –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ —А–µ–Ј–∞—В—М —В–∞–Ї–Є–µ –Љ–∞—В–µ—А–Є–∞–ї—Л –Ї–∞–Ї: –Њ—А–≥—Б—В–µ–Ї–ї–Њ, –±—Г–Љ–∞–≥–∞, –≤–∞—В–Љ–∞–љ, –Ї–∞—А—В–Њ–љ, —В–Ї–∞–љ—М, –Ї–Њ–ґ–∞, –Ї–µ—А–∞–Љ–Є–Ї–∞, –Є—Б–Ї—Г—Б—Б—В–≤–µ–љ–љ—Л–є –Ї–∞–Љ–µ–љ—М, –і—А–µ–≤–µ—Б–Є–љ–∞, —Д–∞–љ–µ—А–∞, —И–њ–Њ–љ, –і—А–µ–≤–µ—Б–љ–Њ-—Б—В—А—Г–ґ–µ—З–љ—Л–µ –њ–ї–Є—В—Л –Є –і—А—Г–≥–Є–µ. –У–∞–Ј–Њ–≤—Л–µ –ї–∞–Ј–µ—А—Л –њ–Њ–Ј–≤–Њ–ї—П—О—В –Њ–±—А–∞–±–∞—В—Л–≤–∞—В—М –±–Њ–ї—М—И–Њ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –љ–µ–Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –Љ–Њ—Й–љ–Њ—Б—В–Є –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –Є–Ј–ї—Г—З–µ–љ–Є—П, —Б–Ї–Њ—А–Њ—Б—В–Є —А–µ–Ј–∞–љ–Є—П, —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П —Д–Њ–Ї–∞–ї—М–љ–Њ–є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є –ї–∞–Ј–µ—А–∞.
–Ы–∞–Ј–µ—А - —Н—В–Њ –Є—Б—В–Њ—З–љ–Є–Ї —Б–≤–µ—В–∞ —Б–Њ —Б–≤–Њ–є—Б—В–≤–∞–Љ–Є, —А–µ–Ј–Ї–Њ –Њ—В–ї–Є—З–∞—О—Й–Є–Љ–Є—Б—П –Њ—В –≤—Б–µ—Е –і—А—Г–≥–Є—Е –Є—Б—В–Њ—З–љ–Є–Ї–Њ–≤ (–ї–∞–Љ–њ –љ–∞–Ї–∞–ї–Є–≤–∞–љ–Є—П, –ї—О–Љ–Є–љ–µ—Б—Ж–µ–љ—В–љ—Л—Е –ї–∞–Љ–њ, –њ–ї–∞–Љ–µ–љ–Є, –µ—Б—В–µ—Б—В–≤–µ–љ–љ—Л—Е —Б–≤–µ—В–Є–ї –Є —В–∞–Ї –і–∞–ї–µ–µ). –Ы–∞–Ј–µ—А–љ—Л–є –ї—Г—З –Њ–±–ї–∞–і–∞–µ—В —А—П–і–Њ–Љ –Ј–∞–Љ–µ—З–∞—В–µ–ї—М–љ—Л—Е —Б–≤–Њ–є—Б—В–≤. –Ю–љ —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ—П–µ—В—Б—П –љ–∞ –±–Њ–ї—М—И–Є–µ —А–∞—Б—Б—В–Њ—П–љ–Є—П –Є –Є–Љ–µ–µ—В —Б—В—А–Њ–≥–Њ –њ—А—П–Љ–Њ–ї–Є–љ–µ–є–љ–Њ–µ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–µ. –Ы—Г—З –і–≤–Є–ґ–µ—В—Б—П –Њ—З–µ–љ—М —Г–Ј–Ї–Є–Љ –њ—Г—З–Ї–Њ–Љ —Б –Љ–∞–ї–Њ–є —Б—В–µ–њ–µ–љ—М—О —А–∞—Б—Е–Њ–і–Є–Љ–Њ—Б—В–Є. –Ы–∞–Ј–µ—А–љ—Л–є –ї—Г—З –Њ–±–ї–∞–і–∞–µ—В –±–Њ–ї—М—И–Њ–є —В–µ–њ–ї–Њ—В–Њ–є –Є –Љ–Њ–ґ–µ—В –њ—А–Њ–±–Є–≤–∞—В—М –Њ—В–≤–µ—А—Б—В–Є–µ –≤ –ї—О–±–Њ–Љ –Љ–∞—В–µ—А–Є–∞–ї–µ. –°–≤–µ—В–Њ–≤–∞—П –Є–љ—В–µ–љ—Б–Є–≤–љ–Њ—Б—В—М –ї—Г—З–∞ –±–Њ–ї—М—И–µ, —З–µ–Љ –Є–љ—В–µ–љ—Б–Є–≤–љ–Њ—Б—В—М —Б–∞–Љ—Л—Е —Б–Є–ї—М–љ—Л—Е –Є—Б—В–Њ—З–љ–Є–Ї–Њ–≤ —Б–≤–µ—В–∞.
–Ы–∞–Ј–µ—А–љ–∞—П —А–µ–Ј–Ї–∞ – —Н—В–Њ —Б–Њ–≤—А–µ–Љ–µ–љ–љ—Л–є —Б–њ–Њ—Б–Њ–± —А–∞—Б–Ї—А–Њ—П —А–∞–Ј–ї–Є—З–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, –Њ–љ–∞ –Њ—В–Ї—А—Л–≤–∞–µ—В –љ–µ–Њ–≥—А–∞–љ–Є—З–µ–љ–љ—Л–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Є–Ј–і–µ–ї–Є–є —Б–ї–Њ–ґ–љ—Л—Е —Д–Њ—А–Љ, –≤ —В–Њ–Љ —З–Є—Б–ї–µ —Н–Ї—Б–Ї–ї—О–Ј–Є–≤–љ–Њ–≥–Њ –і–Є–Ј–∞–є–љ–∞. –Ъ —В–Њ–Љ—Г –ґ–µ, –ї–∞–Ј–µ—А–љ–∞—П —А–µ–Ј–Ї–∞ –љ–µ —В—А–µ–±—Г–µ—В –≤—Л—Б–Њ–Ї–Є—Е –і–µ–љ–µ–ґ–љ—Л—Е –Ј–∞—В—А–∞—В: –љ–µ–Ј–∞–≤–Є—Б–Є–Љ–Њ –Њ—В –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ –і–µ—В–∞–ї–µ–є, —Ж–µ–љ–∞ –љ–∞ –љ–Є—Е –±—Г–і–µ—В –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –Њ–і–Є–љ–∞–Ї–Њ–≤–∞—П.
–Т –Њ—Б–љ–Њ–≤–µ –ї–∞–Ј–µ—А–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є –ї–µ–ґ–Є—В –њ—А–Њ—Б—В–Њ–є –љ–∞—Г—З–љ—Л–є —Д–∞–Ї—В: –ї–∞–Ј–µ—А–љ—Л–є –ї—Г—З –Љ–Њ–ґ–љ–Њ —Б–Ї–Њ–љ—Ж–µ–љ—В—А–Є—А–Њ–≤–∞—В—М –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –≤ –њ—П—В–љ–Њ –і–Є–∞–Љ–µ—В—А–Њ–Љ –≤ –і–µ—Б—П—В—Л–µ –і–Њ–ї–Є –Љ–Є–ї–ї–Є–Љ–µ—В—А–∞. –Х—Б–ї–Є –њ—А–Є —Н—В–Њ–Љ –ї–∞–Ј–µ—А –Њ–±–ї–∞–і–∞–µ—В –і–Њ—Б—В–∞—В–Њ—З–љ–Њ–є –Љ–Њ—Й–љ–Њ—Б—В—М—О, —В–Њ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–Є–µ, –Є—Б–њ–∞—А–µ–љ–Є–µ, —А–∞–Ј—А—Г—И–µ–љ–Є–µ, –Є–Ј–Љ–µ–љ–µ–љ–Є–µ —Б—В—А—Г–Ї—В—Г—А—Л –Љ–∞—В–µ—А–Є–∞–ї–∞. –Ф–ї—П –њ—А–µ–≤—А–∞—Й–µ–љ–Є—П –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –ї—Г—З–∞ –≤ –Є–љ—Б—В—А—Г–Љ–µ–љ—В, –љ–∞ –µ–≥–Њ –њ—Г—В–Є –љ–∞ —А–∞—Б—Б—В–Њ—П–љ–Є–Є –љ–µ—Б–Ї–Њ–ї—М–Ї–Є—Е —Б–∞–љ—В–Є–Љ–µ—В—А–Њ–≤ –Њ—В –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞ —Б—В–∞–≤–Є—В—Б—П —Д–Њ–Ї—Г—Б–Є—А—Г—О—Й–∞—П –ї–Є–љ–Ј–∞. –°—Е–µ–Љ–∞ –ї–∞–Ј–µ—А–љ–Њ–є —Г—Б—В–∞–љ–Њ–≤–Ї–Є –і–ї—П —А–∞—Б–Ї—А–Њ—П –ї–Є—Б—В–Њ–≤—Л—Е –і—А–µ–≤–µ—Б–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –њ–Њ–Ї–∞–Ј–∞–љ–∞ –љ–∞ —А–Є—Б—Г–љ–Ї–µ 1.
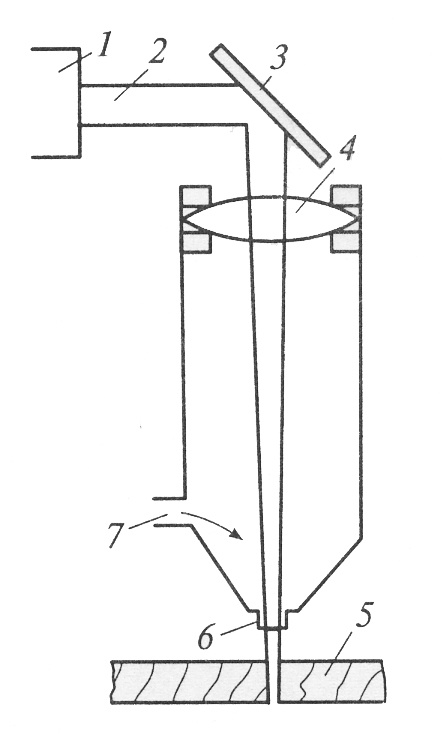
–†–Є—Б. 1. –°—Е–µ–Љ–∞ –ї–∞–Ј–µ—А–љ–Њ–є —Г—Б—В–∞–љ–Њ–≤–Ї–Є –і–ї—П —А–∞—Б–Ї—А–Њ—П –ї–Є—Б—В–Њ–≤—Л—Е –і—А–µ–≤–µ—Б–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤
–У–∞–Ј–Њ–≤—Л–є –ї–∞–Ј–µ—А 1 (–∞–Ї—В–Є–≤–љ–Њ–µ –≤–µ—Й–µ—Б—В–≤–Њ –°–Ю2) –Љ–Њ—Й–љ–Њ—Б—В—М—О 200 –Т—В. –Ю–±—А–∞–Ј—Г–µ—В –њ—Г—З–Њ–Ї –ї—Г—З–µ–є 2 –і–Є–∞–Љ–µ—В—А–Њ–Љ 15 –Љ–Љ, –Ї–Њ—В–Њ—А—Л–є —Б –њ–Њ–Љ–Њ—Й—М—О —Б–Є—Б—В–µ–Љ –Ј–µ—А–Ї–∞–ї 3 –Є –ї–Є–љ–Ј 4 –Ї–Њ–љ—Ж–µ–љ—В—А–Є—А—Г–µ—В—Б—П –Є –љ–∞–њ—А–∞–≤–ї—П–µ—В—Б—П –љ–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Г—О –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г 5. –і–ї—П –±—Л—Б—В—А–Њ–≥–Њ —Г–і–∞–ї–µ–љ–Є—П –њ—А–Њ–і—Г–Ї—В–Њ–≤ —Б–≥–Њ—А–∞–љ–Є—П –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є–Ј –Ј–Њ–љ—Л —А–µ–Ј–∞–љ–Є—П —З–µ—А–µ–Ј —Б–Њ–њ–ї–Њ 6 —Б –±–Њ–ї—М—И–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О –≤—Л–±—А–∞—Б—Л–≤–∞–µ—В—Б—П –Є–љ–µ—А—В–љ—Л–є –≥–∞–Ј, –њ–Њ–і–∞–≤–∞–µ–Љ—Л–є —З–µ—А–µ–Ј —И—В—Г—Ж–µ—А 7. –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –ї—Г—З–∞ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є –њ–Њ –њ—А–Њ–≥—А–∞–Љ–Љ–µ.
–§–Є–≥—Г—А–љ–∞—П —А–µ–Ј–Ї–∞ –і—А–µ–≤–µ—Б–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ —И–Є—А–Њ–Ї–Њ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П –љ–∞ –Љ–љ–Њ–≥–Є—Е –Љ–∞–ї—Л—Е –њ—А–µ–і–њ—А–Є—П—В–Є—П—Е –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –љ–∞–ї–Є—З–љ–Є–Ї–Њ–≤, –Ї–∞—А–љ–Є–Ј–Њ–≤, –Ї—А–Њ–љ—И—В–µ–є–љ–Њ–≤, –Љ–µ–±–µ–ї–Є –Є –Ї—Г—Е–Њ–љ–љ—Л—Е –Є–Ј–і–µ–ї–Є–є, —И–Ї–∞—В—Г–ї–Њ–Ї, —Б—Г–≤–µ–љ–Є—А–Њ–≤ –Є —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ—Л—Е –Є–Ј–і–µ–ї–Є–є, —Н–Љ–±–ї–µ–Љ –Є —В–Њ–≤–∞—А–љ—Л—Е –Ј–љ–∞–Ї–Њ–≤ –Є–Ј –і—А–∞–≥–Њ—Ж–µ–љ–љ—Л—Е –њ–Њ—А–Њ–і –і–µ—А–µ–≤–∞, —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –Є–љ–Ї—А—Г—Б—В–Є—А–Њ–≤–∞–љ–љ–Њ–≥–Њ –њ–∞—А–Ї–µ—В–∞. –†–∞—Б–Ї—А–Њ–є –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –Є–Ј –і–Њ—Б–Ї–Є, —Д–∞–љ–µ—А—Л, –і—А–µ–≤–µ—Б–љ–Њ-—Б—В—А—Г–ґ–µ—З–љ—Л—Е –њ–ї–Є—В —В–Њ–ї—Й–Є–љ–Њ–є –і–Њ 40 –Љ–Љ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –њ–Њ —Б–ї–Њ–ґ–љ–Њ–Љ—Г –њ—А–Њ–≥—А–∞–Љ–Љ–Є—А—Г–µ–Љ–Њ–Љ—Г –Ї–Њ–љ—В—Г—А—Г –њ—А–Є —Б–Ї–Њ—А–Њ—Б—В–Є —А–µ–Ј–∞ –і–Њ 3 –Љ/–Љ–Є–љ. –Ґ–Њ–ї—Й–Є–љ–∞ –њ–Њ–ї—Г—З–∞–µ–Љ–Њ–є —Й–µ–ї–Є –њ—А–Є –ї–∞–Ј–µ—А–љ–Њ–є —А–µ–Ј–Ї–Є –і–ї—П —В–Њ–љ–Ї–Є—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ —Б–Њ—Б—В–∞–≤–ї—П–µ—В 0,3-0,4 –Љ–Љ, –і–ї—П —Д–∞–љ–µ—А—Л —В–Њ–ї—Й–Є–љ–Њ–є 18 –Љ–Љ -0,7 –Љ–Љ.
–Я–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б —В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л–Љ–Є –Љ–µ—В–Њ–і–∞–Љ–Є –ї–∞–Ј–µ—А–љ–∞—П —А–µ–Ј–Ї–∞ –Њ–±–ї–∞–і–∞–µ—В —А—П–і–Њ–Љ –љ–µ–Њ—Б–њ–Њ—А–Є–Љ—Л—Е –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤:
- –њ—А–Є –ї–∞–Ј–µ—А–љ–Њ–є —А–µ–Ј–Ї–µ –Њ—В—Б—Г—В—Б—В–≤—Г–µ—В –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Њ–µ –≤–Њ–Ј–і–µ–є—Б—В–≤–Є–µ –љ–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї;
- —Б—Д–Њ–Ї—Г—Б–Є—А–Њ–≤–∞–љ–љ–Њ–µ –ї–∞–Ј–µ—А–љ–Њ–µ –Є–Ј–ї—Г—З–µ–љ–Є–µ —А–µ–≥—Г–ї–Є—А—Г–µ–Љ–Њ–є –Љ–Њ—Й–љ–Њ—Б—В–Є - –Є–і–µ–∞–ї—М–љ—Л–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞—О—Й–Є–є –Ї–∞—З–µ—Б—В–≤–µ–љ–љ—Г—О –≥–ї–∞–і–Ї—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Ї—А–Њ–Љ–Ї–Є —А–µ–Ј–∞ –ї—О–±–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞ –љ–µ–Ј–∞–≤–Є—Б–Є–Љ–Њ –Њ—В –µ–≥–Њ —В–µ–њ–ї–Њ—Д–Є–Ј–Є—З–µ—Б–Ї–Є—Е —Б–≤–Њ–є—Б—В–≤;
- —В–Њ—З–љ–Њ—Б—В—М –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –ї–∞–Ј–µ—А–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 0,08 –Љ–Љ, –Ј–∞ —Б—З–µ—В —З–µ–≥–Њ –і–Њ—Б—В–Є–≥–∞–µ—В—Б—П –≤—Л—Б–Њ–Ї–∞—П —В–Њ—З–љ–Њ—Б—В—М –≤–Ј–∞–Є–Љ–љ–Њ–≥–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—П —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є;
- –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ –ї–∞–Ј–µ—А–љ–Њ–є —А–µ–Ј–Ї–Є, –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ, –љ–∞ –ї–µ–≥–Ї–Њ–і–µ—Д–Њ—А–Љ–Є—А—Г–µ–Љ—Л—Е –Є –љ–µ–ґ–µ—Б—В–Ї–Є—Е –і–µ—В–∞–ї—П—Е;
- –ї–∞–Ј–µ—А–љ—Л–є –ї—Г—З –Є–Љ–µ–µ—В –і–Є–∞–Љ–µ—В—А –Њ–Ї–Њ–ї–Њ 0,25 –Љ–Љ, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В —Б–Њ–Ј–і–∞—В—М –Њ—В–≤–µ—А—Б—В–Є–µ –і–Є–∞–Љ–µ—В—А–Њ–Љ –Њ—В 0,50 –Љ–Љ;
- –Ј–∞ —Б—З–µ—В –±–Њ–ї—М—И–Њ–є –Љ–Њ—Й–љ–Њ—Б—В–Є –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –Є–Ј–ї—Г—З–µ–љ–Є—П –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В—Б—П –≤—Л—Б–Њ–Ї–∞—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ–Њ—Б—В—М –њ—А–Њ—Ж–µ—Б—Б–∞ –ї–∞–Ј–µ—А–љ–Њ–є —А–µ–Ј–Ї–Є;
- –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ–Њ–ї—Г—З–Є—В—М –Ї–∞—З–µ—Б—В–≤–µ–љ–љ—Л–є —Б—А–µ–Ј, –љ–µ —В—А–µ–±—Г—О—Й–Є–є –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є;
- –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –Є–Ј–≥–Њ—В–Њ–≤–Є—В—М –Є–Ј–і–µ–ї–Є—П –ї—О–±–Њ–є —Б–ї–Њ–ґ–љ–Њ—Б—В–Є, –≤ –ї—О–±–Њ–Љ –Ї–Њ–ї–Є—З–µ—Б—В–≤–µ –Є –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –Є–Ј –ї—О–±–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞.
–Ы–∞–Ј–µ—А–љ—Л–є —Б—В–∞–љ–Њ–Ї VL-4060
–†–Є—Б. 2. –Ю–±—Й–Є–є –≤–Є–і —Б—В–∞–љ–Ї–∞ VL – 4060
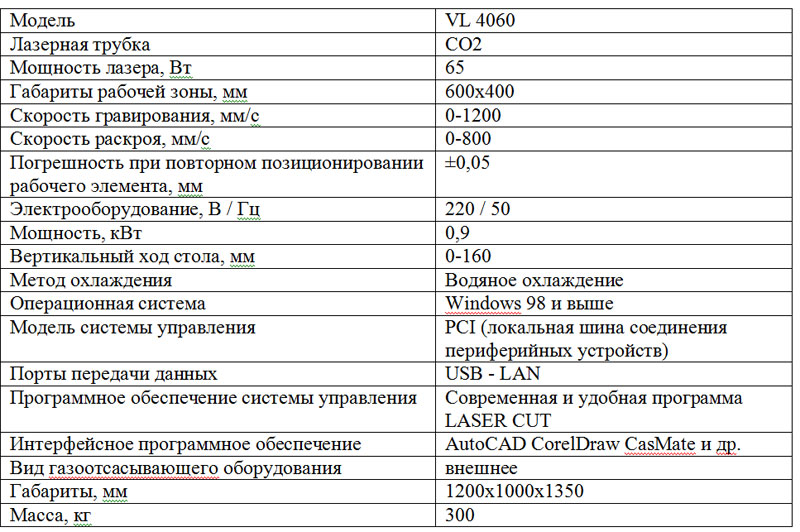
–Ґ–µ—Е–љ–Є—З–µ—Б–Ї–Є–µ —Е–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –ї–∞–Ј–µ—А–љ–Њ–≥–Њ —Б—В–∞–љ–Ї–∞ VL – 4060
–Ю–±—А–∞–±–Њ—В–Ї–∞ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –ї–∞–Ј–µ—А–љ—Л–Љ –ї—Г—З–Њ–Љ, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Њ–ї—Г—З–∞—В—М –і–µ—В–∞–ї–Є –ї—О–±–Њ–є —Б–ї–Њ–ґ–љ–Њ—Б—В–Є –Є –≤—Л—Б–Њ—З–∞–є—И–µ–≥–Њ –Ї–∞—З–µ—Б—В–≤–∞. –°—В–∞–љ–Њ–Ї —Б–Њ–±—А–∞–љ –њ–Њ –Љ–Њ–і—Г–ї—М–љ–Њ–є —Б—Е–µ–Љ–µ, —З—В–Њ –і–µ–ї–∞–µ—В –µ–≥–Њ –ї–µ–≥–Ї–Њ–і–Њ—Б—В—Г–њ–љ—Л–Љ –і–ї—П –і–Є–∞–≥–љ–Њ—Б—В–Є–Ї–Є –Є —В–µ—Е–љ–Є—З–µ—Б–Ї–Њ–≥–Њ –Њ–±—Б–ї—Г–ґ–Є–≤–∞–љ–Є—П.
–Ъ—А–Њ–Љ–µ —Б–Ї–≤–Њ–Ј–љ–Њ–≥–Њ —А–µ–Ј–∞–љ–Є—П, –≤–Њ–Ј–Љ–Њ–ґ–љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞, –њ–µ—А—Д–Њ—А–Є—А–Њ–≤–∞–љ–Є–µ, –≥—А–∞–≤–Є—А–Њ–≤–Ї–∞.
–Ъ–Њ–љ—Б—В—А—Г–Ї—В–Є–≤–љ—Л–µ –Њ—Б–Њ–±–µ–љ–љ–Њ—Б—В–Є —Б—В–∞–љ–Ї–∞
–†–∞–±–Њ—З–Є–є —Б—В–Њ–ї (—А–Є—Б. 3), –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–љ—Л–є –Є–Ј —В–µ—А–Љ–Њ—Б—В–Њ–є–Ї–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В –і–Њ–ї–≥–Њ–≤–µ—З–љ–Њ—Б—В—М –≤ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –Є –њ–Њ–≤—Л—И–µ–љ–љ—Г—О —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М –Ї –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є. –°—В–Њ–ї –Љ–Њ–ґ–љ–Њ —В–Њ—З–љ–Њ —А–µ–≥—Г–ї–Є—А–Њ–≤–∞—В—М –љ–∞ —В–Њ–ї—Й–Є–љ—Г –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞ –≤ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–Љ –Є–ї–Є —А—Г—З–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ. –Т–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ—А–Њ—В—П–ґ–Ї–Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є —Б–Ї–≤–Њ–Ј—М —Б—В–∞–љ–Њ–Ї –њ–Њ–Ј–≤–Њ–ї—П–µ—В –±–µ–Ј —В—А—Г–і–∞ –Њ–±—А–∞–±–∞—В—Л–≤–∞—В—М –Ї—А—Г–њ–љ—Л–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є.

–†–Є—Б. 3. –†–∞–±–Њ—З–Є–є —Б—В–Њ–ї
–Ы–∞–Ј–µ—А–љ–∞—П —В—А—Г–±–Ї–∞ –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В —Б–Њ–±–Њ–є –Ї–Њ–ї–±—Г —Б –ґ–Є–і–Ї–Њ—Б—В–љ—Л–Љ –Њ—Е–ї–∞–ґ–і–µ–љ–Є–µ–Љ, –Ј–∞–њ–Њ–ї–љ–µ–љ–љ—Г—О –°–Ю2. –†–∞–Ј—А–µ–ґ–µ–љ–љ–Њ—Б—В—М —А–∞–±–Њ—З–µ–≥–Њ –≥–∞–Ј–∞ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В –Њ–њ—В–Є—З–µ—Б–Ї—Г—О –Њ–і–љ–Њ—А–Њ–і–љ–Њ—Б—В—М —Б—А–µ–і—Л —Б –љ–Є–Ј–Ї–Є–Љ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–Њ–Љ –њ—А–µ–ї–Њ–Љ–ї–µ–љ–Є—П. –Ш–Ј–ї—Г—З–∞—В–µ–ї—М –њ–Њ–Ј–≤–Њ–ї—П–µ—В –і–Њ–±–Є—В—М—Б—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ–є –і–ї—П –≤—Л–њ–Њ–ї–љ–µ–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е –Њ–њ–µ—А–∞—Ж–Є–є –њ–ї–Њ—В–љ–Њ—Б—В–Є –ї—Г—З–∞. –Ю—Б–љ–Њ–≤–љ–Њ–µ —Б–≤–Њ–є—Б—В–≤–Њ –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –ї—Г—З–∞ - –µ–≥–Њ –≤—Л—Б–Њ–Ї–∞—П —Н—Д—Д–µ–Ї—В–Є–≤–љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ (–і–∞–ґ–µ –њ—А–Є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –Љ–∞–ї–Њ–є —Б—А–µ–і–љ–µ–є –Љ–Њ—Й–љ–Њ—Б—В–Є –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –Є–Ј–ї—Г—З–µ–љ–Є—П –Є–ї–Є –Љ–∞–ї–Њ–є —Н–љ–µ—А–≥–Є–Є –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –Є–Љ–њ—Г–ї—М—Б–∞) –Њ—В–Ї—А—Л–≤–∞–µ—В –њ–µ—А–µ–і –Њ–±—А–∞–±–Њ—В–Ї–Њ–є –Љ–∞—В–µ—А–Є–∞–ї–∞ –±–Њ–ї—М—И–Є–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є (—А–Є—Б. 4).

–†–Є—Б. 4. –Ы–∞–Ј–µ—А–љ–∞—П —В—А—Г–±–Ї–∞
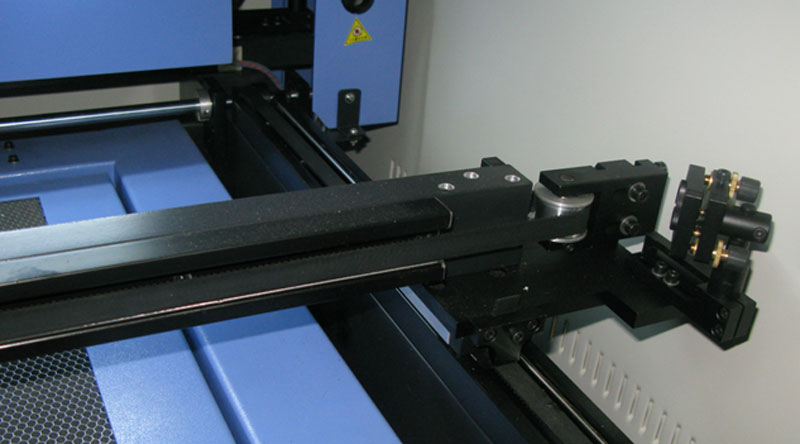
–Т—Л—Б–Њ–Ї–Њ—В–Њ—З–љ–∞—П –њ–µ—А–µ–і–Њ–≤–∞—П —Б–Є—Б—В–µ–Љ–∞ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –ї—Г—З–∞ –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В—Б—П –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –І–Я–£ (—А–Є—Б. 5), —З—В–Њ –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В –Є–і–µ–∞–ї—М–љ–Њ–µ –Ї–∞—З–µ—Б—В–≤–Њ –Њ–±—А–∞–±–Њ—В–Ї–Є –Љ–∞—В–µ—А–Є–∞–ї–∞. –С–ї–∞–≥–Њ–і–∞—А—П –Є–і–µ–∞–ї—М–љ–Њ –њ–Њ–і–Њ–±—А–∞–љ–љ—Л–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є—П–Љ –Ј–µ—А–Ї–∞–ї –Є —В–Њ—З–љ–Њ–є –Є—Е –љ–∞—Б—В—А–Њ–є–Ї–Є –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –і—А—Г–≥ –і—А—Г–≥–∞ –і–Њ—Б—В–Є–≥–∞—О—В—Б—П –љ–∞–Є–±–Њ–ї–µ–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –њ–∞—А–∞–Љ–µ—В—А—Л —А–∞–±–Њ—В—Л –ї–∞–Ј–µ—А–∞ (—Д–Њ–Ї—Г—Б–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ). –Ф—О–є–Љ–Њ–≤–∞—П –ї–Є–љ–Ј–∞ –Є –њ–Њ–і–∞—З–∞ –≤–Њ–Ј–і—Г—Е–∞ –≤ –Ј–Њ–љ—Г –Њ–±—А–∞–±–Њ—В–Ї–Є –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В —В–Њ–љ–Ї—Г—О –ї–Є–љ–Є—О —А–∞–Ј—А–µ–Ј–∞ –±–µ–Ј –њ–µ—А–µ–≥—А–µ–≤–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞ (–Ї–Њ–Љ–њ—А–µ—Б—Б–Њ—А –њ–Њ—Б—В–∞–≤–ї—П–µ—В—Б—П –≤ –Ї–Њ–Љ–њ–ї–µ–Ї—В–µ —Б–Њ —Б—В–∞–љ–Ї–Њ–Љ).
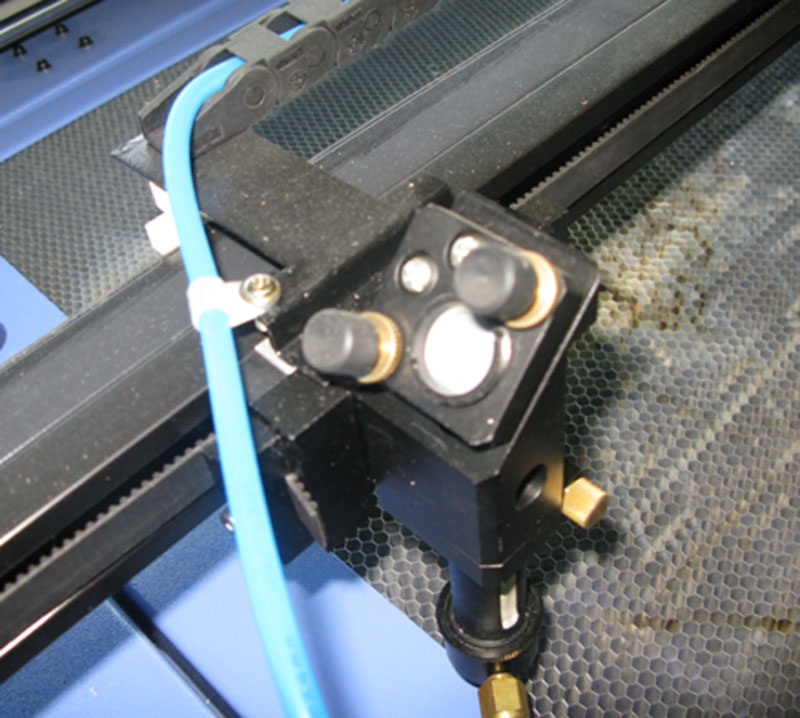
–†–Є—Б. 5. –°–Є—Б—В–µ–Љ–∞ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є—П –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –ї—Г—З–∞
–Я—А–µ—Ж–Є–Ј–Є–Њ–љ–љ—Л–µ —И–∞–≥–Њ–≤—Л–µ –і–≤–Є–≥–∞—В–µ–ї–Є —Г–≤–µ–ї–Є—З–µ–љ–љ–Њ–є –Љ–Њ—Й–љ–Њ—Б—В–Є –≥–∞—А–∞–љ—В–Є—А—Г—О—В –≤—Л—Б–Њ–Ї—Г—О –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—М–љ–Њ—Б—В—М –Є —В–Њ—З–љ–Њ—Б—В—М –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П –ї–∞–Ј–µ—А–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Є (—А–Є—Б. 6). –Ю–і–љ–Є–Љ –Є–Ј –≥–ї–∞–≤–љ—Л—Е –њ—А–µ–Є–Љ—Г—Й–µ—Б—В–≤ —И–∞–≥–Њ–≤—Л—Е –і–≤–Є–≥–∞—В–µ–ї–µ–є —П–≤–ї—П–µ—В—Б—П –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М —В–Њ—З–љ–Њ–µ –њ–Њ–Ј–Є—Ж–Є–Њ–љ–Є—А–Њ–≤–∞–љ–Є–µ –Є –њ–ї–∞–≤–љ—Г—О —А–µ–≥—Г–ї–Є—А–Њ–≤–Ї—Г —Б–Ї–Њ—А–Њ—Б—В–Є.

–†–Є—Б. 6. –Я—А–µ—Ж–Є–Ј–Є–Њ–љ–љ—Л–є —И–∞–≥–Њ–≤—Л–є –і–≤–Є–≥–∞—В–µ–ї—М
–Я–Њ—А—В–∞–ї –њ–µ—А–µ–Љ–µ—Й–∞–µ—В—Б—П –њ–Њ –њ—А–µ—Ж–Є–Ј–Є–Њ–љ–љ—Л–Љ –≤—Л—Б–Њ–Ї–Њ—В–Њ—З–љ—Л–Љ –њ—А–Є–Ј–Љ–∞—В–Є—З–µ—Б–Ї–Є–Љ –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–Љ (—А–Є—Б. 7). –Ш—Е —Б–Љ–∞–Ј–Ї–∞ –љ–µ –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В –Њ—Б–Њ–±–Њ–є —Б–ї–Њ–ґ–љ–Њ—Б—В–Є, –Є, –Ї–∞–Ї —Б–ї–µ–і—Б—В–≤–Є–µ, –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В—Б—П –љ–µ–Њ–≥—А–∞–љ–Є—З–µ–љ–љ—Л–є —А–µ—Б—Г—А—Б —А–∞–±–Њ—В—Л. –Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ—Л –Є–Ј —Б–Њ–≤—А–µ–Љ–µ–љ–љ—Л—Е –≤—Л—Б–Њ–Ї–Њ–Ї–∞—З–µ—Б—В–≤–µ–љ–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, —З—В–Њ —Б—Г—Й–µ—Б—В–≤–µ–љ–љ–Њ —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В —Б—А–Њ–Ї –Є—Е —Б–ї—Г–ґ–±—Л. –Ю–±–ї–∞–і–∞—О—В –±–Њ–ї—М—И–Є–Љ –Ј–∞–њ–∞—Б–Њ–Љ –њ—А–Њ—З–љ–Њ—Б—В–Є.
–†–Є—Б. 7. –Я—А–Є–Ј–Љ–∞—В–Є—З–µ—Б–Ї–Є–µ –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є–µ
–Ф–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –љ—Г–ґ–љ–Њ–≥–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ–≥–Њ —А–µ–ґ–Є–Љ–∞ –≥–Њ–ї–Њ–≤–Ї–Є –ї–∞–Ј–µ—А–∞, –≤ —Б—В–∞–љ–Ї–µ —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–∞ —Б–Є—Б—В–µ–Љ–∞ –≤–Њ–і—П–љ–Њ–≥–Њ –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П. –°–Є—Б—В–µ–Љ–∞ —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ —Б–њ—А–∞–≤–ї—П–µ—В—Б—П —Б —В–µ–њ–ї–Њ–≤—Л–і–µ–ї–µ–љ–Є–µ–Љ, –њ–Њ–і–і–µ—А–ґ–Є–≤–∞—П –љ—Г–ґ–љ—Г—О —В–µ–Љ–њ–µ—А–∞—В—Г—А—Г —А–∞–±–Њ—В—Л –ї–∞–Ј–µ—А–∞ –±–ї–∞–≥–Њ–і–∞—А—П —В–µ—А–Љ–Њ—Б—В–∞—В—Г –Є —А–∞–і–Є–∞—В–Њ—А—Г —Б –њ—А–Є–љ—Г–і–Є—В–µ–ї—М–љ—Л–Љ –Њ—Е–ї–∞–ґ–і–µ–љ–Є–µ–Љ.
–£—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л–є –љ–∞ —Б—В–∞–љ–Ї–µ —В–µ—А–Љ–Њ—Б—В–∞—В –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В –≤—Л—Б–Њ–Ї—Г—О —В–Њ—З–љ–Њ—Б—В—М —В–µ—А–Љ–Њ—Б—В–∞–±–Є–ї–Є–Ј–∞—Ж–Є–Є, –±–ї–∞–≥–Њ–і–∞—А—П –Љ–Є–Ї—А–Њ–њ—А–Њ—Ж–µ—Б—Б–Њ—А–љ–Њ–Љ—Г —Г–њ—А–∞–≤–ї–µ–љ–Є—О —А–∞–±–Њ—В–Њ–є. –Ъ–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В –Њ–њ—В–Є–Љ–∞–ї—М–љ—Л–є —В–µ–њ–ї–Њ–≤–Њ–є —А–µ–ґ–Є–Љ –ї–∞–Ј–µ—А–∞ –Є –њ—А–µ–і–Њ—В–≤—А–∞—Й–∞–µ—В –њ–µ—А–µ–≥—А–µ–≤–∞–љ–Є–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П.
–Ґ–µ—А–Љ–Њ—Б—В–∞—В –≤–Љ–Њ–љ—В–Є—А–Њ–≤–∞–љ –≤ –Ї–Њ—А–њ—Г—Б —Б—В–∞–љ–Ї–∞. –Ф–∞–µ—В –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ–ї–∞–≤–љ–Њ –Є–Ј–Љ–µ–љ—П—В—М –Љ–Њ—Й–љ–Њ—Б—В—М –ї–∞–Ј–µ—А–љ–Њ–≥–Њ –≥–µ–љ–µ—А–∞—В–Њ—А–∞ –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –Њ–±—А–∞–±–Њ—В–Ї–Є. –Я–Њ–Ј–≤–Њ–ї—П–µ—В –≤–µ—А–љ—Г—В—М—Б—П –Ї –њ—А–µ—А–≤–∞–љ–љ–Њ–є —В—А–∞–µ–Ї—В–Њ—А–Є–Є –Є —Г–њ—А–∞–≤–ї—П—В—М –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є—П–Љ–Є —А–∞–±–Њ—З–µ–≥–Њ –∞–≥—А–µ–≥–∞—В–∞ –≤ —А—Г—З–љ–Њ–Љ —А–µ–ґ–Є–Љ–µ. –Ф–ї—П –±–µ–Ј–Њ–њ–∞—Б–љ–Њ–є —А–∞–±–Њ—В—Л, —Б–љ–∞–±–ґ–µ–љ –Ї–љ–Њ–њ–Ї–Њ–є –∞–≤–∞—А–Є–є–љ–Њ–є –Њ—Б—В–∞–љ–Њ–≤–Ї–Є —Б—В–∞–љ–Ї–∞. –°—В–∞–љ–Њ–Ї —Г–њ—А–∞–≤–ї—П–µ—В—Б—П —З–µ—А–µ–Ј –њ–Њ—А—В USB –Є–ї–Є LAN, —Б –Ї–Њ–Љ–њ—М—О—В–µ—А–∞, –љ–Њ—Г—В–±—Г–Ї–∞ –Є–ї–Є —Б –Ъ–Я–Ъ. –Ъ—А–Њ–Љ–µ —Н—В–Њ–≥–Њ, –≤ –±–ї–Њ–Ї–µ —Г–њ—А–∞–≤–ї–µ–љ–Є—П –Є–Љ–µ–µ—В—Б—П –≤—Б—В—А–Њ–µ–љ–љ–∞—П –њ–∞–Љ—П—В—М –љ–∞ 10 –њ—А–Њ–≥—А–∞–Љ–Љ (—А–Є—Б. 8).

–†–Є—Б. 8. –Я—Г–ї—М—В —Г–њ—А–∞–≤–ї–µ–љ–Є—П
–Я—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–µ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є–µ LASER CUT
–Я—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–µ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є–µ –њ–Њ–і–і–µ—А–ґ–Є–≤–∞–µ—В —Г–і–Њ–±–љ—Л–µ –Є –њ–Њ–ї–µ–Ј–љ—Л–µ —Д—Г–љ–Ї—Ж–Є–Є –њ—А–Є —А–∞–±–Њ—В–µ –љ–∞ —Б—В–∞–љ–Ї–µ, –±—Л—Б—В—А–Њ–µ –Є–Ј–Љ–µ–љ–µ–љ–Є–µ –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –Њ–±—А–∞–±–Њ—В–Ї–Є, –∞ —В–∞–Ї–ґ–µ —Г–њ—А–∞–≤–ї–µ–љ–Є–µ —Б—В–∞–љ–Ї–Њ–Љ. –С–ї–∞–≥–Њ–і–∞—А—П –њ–Њ–љ—П—В–љ–Њ–Љ—Г –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–Љ—Г –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—О, —А–∞–±–Њ—В–∞ –љ–∞ —Б—В–∞–љ–Ї–µ –љ–µ —В—А–µ–±—Г–µ—В –Њ—В –Њ–њ–µ—А–∞—В–Њ—А–∞ –≤—Л—Б–Њ–Ї–Њ–є –Ї–≤–∞–ї–Є—Д–Є–Ї–∞—Ж–Є–Є. –Я—А–Њ–≥—А–∞–Љ–Љ–∞ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Є—Б–∞—В—М —В–µ–Ї—Б—В, —А–Є—Б–Њ–≤–∞—В—М –Є —З–µ—А—В–Є—В—М, –Ї—А–Њ–Љ–µ —Н—В–Њ–≥–Њ, –њ–Њ–і–і–µ—А–ґ–Є–≤–∞–µ—В –Є–Љ–њ–Њ—А—В –Є–Ј –≤—Б–µ—Е –Є–Ј–≤–µ—Б—В–љ—Л—Е CAD —Б–Є—Б—В–µ–Љ –Є –і–Є–Ј–∞–є–љ–µ—А—Б–Ї–Є—Е –њ—А–Њ–≥—А–∞–Љ–Љ.
–Ю—Б–љ–Њ–≤–љ—Л–µ –і–Њ—Б—В–Њ–Є–љ—Б—В–≤–∞ –ї–∞–Ј–µ—А–љ–Њ–≥–Њ —А–µ–Ј–∞–љ–Є—П –і—А–µ–≤–µ—Б–Є–љ—Л –≤–Ї–ї—О—З–∞—О—В –≤ —Б–µ–±—П –Љ–∞–ї—Г—О –≤–µ–ї–Є—З–Є–љ—Г –њ—А–Њ—А–µ–Ј–Є, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –≤ –љ–µ–Ї–Њ—В–Њ—А—Л—Е —Б–ї—Г—З–∞—П—Е –Њ–њ—В–Є–Љ–Є–Ј–Є—А–Њ–≤–∞—В—М —А–∞—Б–Ї—А–Њ–є –Є —Г–Љ–µ–љ—М—И–Є—В—М –Њ—В—Е–Њ–і—Л –і—А–µ–≤–µ—Б–Є–љ—Л. –≠–Ї–Њ–ї–Њ–≥–Є—З–µ—Б–Ї—Г—О —З–Є—Б—В–Њ—В—Г –њ—А–Њ—Ж–µ—Б—Б–∞, –Њ—В—Б—Г—В—Б—В–≤–Є–µ –Њ—В—Е–Њ–і–Њ–≤ (—Б—В—А—Г–ґ–Ї–Є –Є –њ—Л–ї–Є), –Њ—В—Б—Г—В—Б—В–≤–Є–µ –≤–Є–±—А–∞—Ж–Є–Є –Є —И—Г–Љ–∞, –Њ—В—Б—Г—В—Б—В–≤–Є–µ —Б–Є–ї—Л —А–µ–Ј–∞–љ–Є—П, –≤—Б–ї–µ–і—Б—В–≤–Є–µ —З–µ–≥–Њ –Њ—В–њ–∞–і–∞–µ—В –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В—М –≤ —Б–Є—Б—В–µ–Љ–µ –Ј–∞–Ї—А–µ–њ–ї–µ–љ–Є—П –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –Њ—В—Б—Г—В—Б—В–≤–Є–µ –Є–Ј–љ–Њ—Б–∞ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є –µ–≥–Њ –Ј–∞—В–∞—З–Є–≤–∞–љ–Є—П –Є–ї–Є —Б–Љ–µ–љ—Л. –Ґ–∞–Ї–ґ–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ—В–Љ–µ—В–Є—В—М –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В—М –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ –і–µ—В–∞–ї–µ–є –Є —А–Є—Б—Г–љ–Ї–Њ–≤ —Б–ї–Њ–ґ–љ–Њ–є —Д–Њ—А–Љ—Л, —З—В–Њ –њ–Њ–Ј–≤–Њ–ї—П–µ—В –Ј–љ–∞—З–Є—В–µ–ї—М–љ–Њ –њ–Њ–≤—Л—Б–Є—В—М —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ-—Н—Б—В–µ—В–Є—З–µ—Б–Ї–Є–µ –Ї–∞—З–µ—Б—В–≤–∞ –Є–Ј–і–µ–ї–Є—П. –Ы–∞–Ј–µ—А–љ—Г—О —В–µ—Е–љ–Њ–ї–Њ–≥–Є—О –њ—А–Є–Љ–µ–љ—П—О—В –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –Љ–µ–±–µ–ї–Є, —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ –њ–∞—А–Ї–µ—В–∞, –Љ—Г–Ј—Л–Ї–∞–ї—М–љ—Л—Е –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤, —Б—Г–≤–µ–љ–Є—А–љ–Њ–є –њ—А–Њ–і—Г–Ї—Ж–Є–Є, —Н–Ї—Б–Ї–ї—О–Ј–Є–≤–љ—Л—Е –Є–Ј–і–µ–ї–Є–є –Є–Ј –і—А–µ–≤–µ—Б–Є–љ—Л.
–Ю–і–љ–∞–Ї–Њ –Љ–µ—В–Њ–і –ї–∞–Ј–µ—А–љ–Њ–≥–Њ —А–µ–Ј–∞–љ–Є—П –Є–Љ–µ–µ—В –Є –љ–µ–і–Њ—Б—В–∞—В–Ї–Є. –°–Ї–≤–Њ–Ј–љ–Њ–µ –ї–∞–Ј–µ—А–љ–Њ–µ —А–µ–Ј–∞–љ–Є–µ —Ж–µ–ї–µ—Б–Њ–Њ–±—А–∞–Ј–љ–Њ –њ—А–Є–Љ–µ–љ—П—В—М —В–Њ–ї—М–Ї–Њ –њ—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –Є–Ј–і–µ–ї–Є–є —Б–ї–Њ–ґ–љ–Њ–є —Д–Њ—А–Љ—Л. –Ю–±—А–∞–±–Њ—В–Ї—Г –Ї–Њ—В–Њ—А—Л—Е –њ—А–Њ–Є–Ј–≤–Њ–і—П—В —А—Г—З–љ—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ, –ї–Є–±–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ–Љ –±–Њ–ї—М—И–Њ–≥–Њ –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є—Е –Њ–њ–µ—А–∞—Ж–Є–є. –Я–Њ—З–µ—А–љ–µ–љ–Є–µ (–њ–Њ—В–µ–Љ–љ–µ–љ–Є–µ) –Њ–±—А–∞–±–Њ—В–∞–љ–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є, —Е–Њ—В—П –≤ –Њ–і–љ–Є—Е —Б–ї—Г—З–∞—П—Е —Н—В–Њ –љ–µ –Є–Љ–µ–µ—В –Ј–љ–∞—З–µ–љ–Є—П, –∞ –≤ –і—А—Г–≥–Є—Е –Љ–Њ–ґ–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –Ї–∞–Ї —Б—А–µ–і—Б—В–≤–Њ —Е—Г–і–Њ–ґ–µ—Б—В–≤–µ–љ–љ–Њ–≥–Њ —А–µ—И–µ–љ–Є—П (–≥—А–∞–≤–Є—А–Њ–≤–∞–љ–Є–µ –Љ–µ–±–µ–ї—М–љ—Л—Е –і–µ—В–∞–ї–µ–є, –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –±—Л—В–Њ–≤—Л—Е –і–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤).
–Т–љ–µ–і—А–µ–љ–Є–µ –ї–∞–Ј–µ—А–∞ –≤ –і–µ—А–µ–≤–Њ–Њ–±—А–∞–±–∞—В—Л–≤–∞—О—Й–µ–Љ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ –њ–Њ–Ј–≤–Њ–ї–Є—В —А–∞–Ј–љ–Њ–Њ–±—А–∞–Ј–Є—В—М —Д–Њ—А–Љ—Г —В—А–∞–і–Є—Ж–Є–Њ–љ–љ—Л—Е –њ–Є–ї—М–љ—Л—Е –і–µ—В–∞–ї–µ–є, –ї—Г—З—И–µ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –Љ–∞—В–µ—А–Є–∞–ї, –њ–Њ–≤—Л—Б–Є—В—М —Н—Б—В–µ—В–Є—З–µ—Б–Ї–Є–µ –Ї–∞—З–µ—Б—В–≤–∞ —И–њ–Њ–љ–∞, –Њ–±–µ—Б–њ–µ—З–Є—В—М –±–Њ–ї–µ–µ —И–Є—А–Њ–Ї–Є–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –≤ –Њ–±–ї–∞—Б—В–Є –і–Є–Ј–∞–є–љ–∞ –Є–Ј–і–µ–ї–Є–є –Є –њ—А–Є–Љ–µ–љ–µ–љ–Є—П —А–∞–Ј–ї–Є—З–љ—Л—Е —Б–њ–Њ—Б–Њ–±–Њ–≤ –Є—Е –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞, –Є–љ—В–µ–≥—А–∞—Ж–Є–Є –њ—А–Њ—Ж–µ—Б—Б–Њ–≤ (–њ–Є–ї–µ–љ–Є–µ, —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ, —И–ї–Є—Д–Њ–≤–∞–љ–Є–µ).
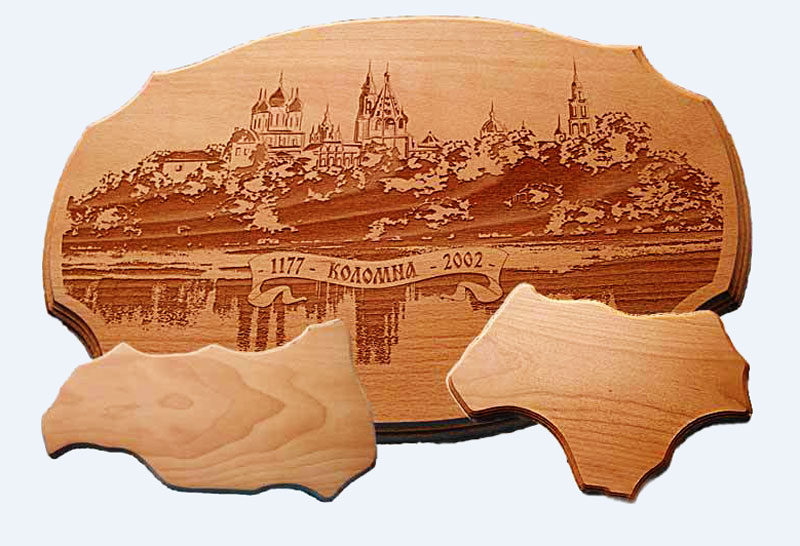
–Ю–±—А–∞–Ј—Ж—Л –Є–Ј–і–µ–ї–Є–є –≤—Л–њ–Њ–ї–љ–µ–љ–љ—Л—Е —Б –њ–Њ–Љ–Њ—Й—М—О –ї–∞–Ј–µ—А–љ—Л—Е —Б—В–∞–љ–Ї–Њ–≤ –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ—Л –љ–∞ —А–Є—Б—Г–љ–Ї–∞—Е 9-13.
–†–Є—Б. 9. –У—А–∞–≤–Є—А–Њ–≤–Ї–∞ –≤—Л–њ–Њ–ї–љ–µ–љ–љ–∞—П –љ–∞ –ї–∞–Ј–µ—А–љ–Њ–Љ —Б—В–∞–љ–Ї–µ
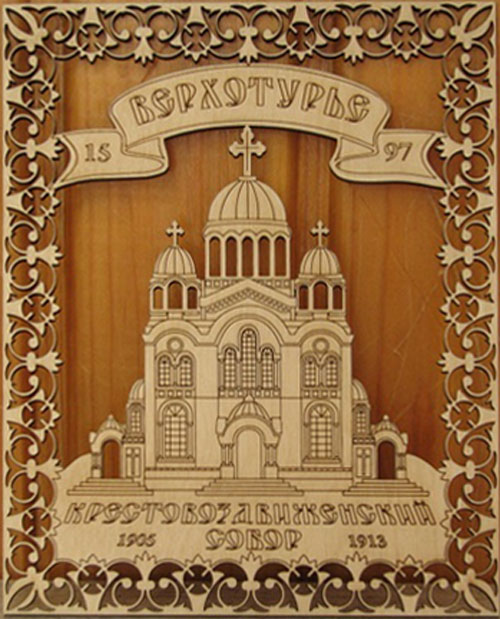
–†–Є—Б. 10. –Я—А–Њ—А–µ–Ј–љ–∞—П —А–µ–Ј—М–±–∞ —Б –Ї–Њ–љ—В—Г—А–љ–Њ–є –≥—А–∞–≤–Є—А–Њ–≤–Ї–Њ–є

–†–Є—Б. 11. –Э–∞–Ї–ї–∞–і–љ–∞—П —А–µ–Ј—М–±–∞ —Б –Ї–Њ–љ—В—Г—А–љ–Њ–є –≥—А–∞–≤–Є—А–Њ–≤–Ї–Њ–є

–†–Є—Б. 12. –Я–Њ–і—Б—В–∞–≤–Ї–∞, –і–µ—В–∞–ї–Є –Є–Ј–і–µ–ї–Є—П –≤—Л—А–µ–Ј–∞–љ—Л –љ–∞ –ї–∞–Ј–µ—А–љ–Њ–Љ —Б—В–∞–љ–Ї–µ

–†–Є—Б.13. –Ш–≥—А–Њ–≤–Њ–є –і–Њ–Љ —Б–Њ–±—А–∞–љ–љ—Л–є –Є–Ј —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –≤—Л—А–µ–Ј–∞–љ–љ—Л—Е –љ–∞ –ї–∞–Ј–µ—А–љ–Њ–Љ —Б—В–∞–љ–Ї–µ
–Ы–Є—В–µ—А–∞—В—Г—А–∞:
1.–Р–Љ–∞–ї–Є—Ж–Ї–Є–є –Т.–Т., –Р–Љ–∞–ї–Є—Ж–Ї–Є–є –Т.–Т. –Ф–µ—А–µ–≤–Њ–Њ–±—А–∞–±–∞—В—Л–≤–∞—О—Й–Є–µ —Б—В–∞–љ–Ї–Є –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л: –£—З–µ–±–љ–Є–Ї –і–ї—П —Б—А–µ–і. –Я—А–Њ—Д. –Ю–±—А–∞–Ј–Њ–≤–∞–љ–Є—П. – –Ь.: –Ш–Ј–і–∞—В–µ–ї—М—Б–Ї–Є–є —Ж–µ–љ—В—А «–Р–Ї–∞–і–µ–Љ–Є—П», 202.- 400 —Б.
2. –Т–µ—В–Њ—И–Ї–Є–љ –Ѓ.–Ш., –°—В–∞—А—Ж–µ–≤ –Т.–Ь., –Ч–∞–і–Є–Љ–Є–і—М–Ї–Њ –Т.–Ґ.
–Ф–µ—А–µ–≤—П–љ–љ—Л–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–∞: —Г—З–µ–±. –њ–Њ—Б–Њ–±–Є–µ. –Х–Ї–∞—В–µ—А–Є–љ–±—Г—А–≥:
–£—А–∞–ї. –≥–Њ—Б. –ї–µ—Б–Њ—В–µ—Е–љ. —Г–љ-—В. 2012.
