|
–Δ–Ψ–Κ–Α―Ä–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η
|
|
–î–Μ―è –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è ―²–Ψ―΅–Β–Ϋ―΄―Ö –¥–Β―²–Α–Μ–Β–Ι –Ω―Ä–Η–Φ–Β–Ϋ―è―é―² ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄–Β –Ω–Ψ –Κ–Ψ–Ϋ―¹―²―Ä―É–Κ―Ü–Η–Η –Η ―¹―²–Β–Ω–Β–Ϋ–Η –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Α―Ü–Η–Η ―²–Ψ–Κ–Α―Ä–Ϋ―΄–Β –Η ―²–Ψ–Κ–Α―Ä–Ϋ–Ψ-–Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η, –Κ–Ψ―²–Ψ―Ä―΄–Β –Ω–Ψ ―Ö–Α―Ä–Α–Κ―²–Β―Ä―É –±–Α–Ζ–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Β―²–Α–Μ–Β–Ι –Ω–Ψ–¥―Ä–Α–Ζ–¥–Β–Μ―è―é―²―¹―è –Ϋ–Α ―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄–Β-–Ω―Ä–Ψ–¥–Ψ–Μ―¨–Ϋ―΄–Β –Η –±–Β―¹―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄–Β. –Π–Β–Ϋ―²―Ä–Ψ–≤―΄–Β-–Ω―Ä–Ψ–¥–Ψ–Μ―¨–Ϋ―΄–Β. –£ ―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö –¥–Β―²–Α–Μ―¨ –±–Α–Ζ–Η―Ä―É–Β―²―¹―è –≤ ―Ü–Β–Ϋ―²―Ä–Α―Ö –Ω–Β―Ä–Β–¥–Ϋ–Β–Ι –Η –Ζ–Α–¥–Ϋ–Β–Ι –±–Α–±–Κ–Η, –Κ–Ψ―Ä–Ψ―²–Κ–Η–Β –¥–Β―²–Α–Μ–Η –Κ―Ä–Β–Ω―è―²―¹―è –≤ ―Ä–Α–Ζ–Μ–Η―΅–Ϋ―΄―Ö –Ω–Α―²―Ä–Ψ–Ϋ–Α―Ö –Ω–Β―Ä–Β–¥–Ϋ–Β–Ι –±–Α–±–Κ–Η. –Π–Β–Ϋ―²―Ä–Ψ–≤―΄–Β ―¹―²–Α–Ϋ–Κ–Η –±―΄–≤–Α―é―²: ―É–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄–Β, –Κ–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β, –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ―΄–Β. –ü―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –¥–Μ―è –Ω―Ä–Ψ–¥–Ψ–Μ―¨–Ϋ–Ψ–≥–Ψ ―²–Ψ―΅–Β–Ϋ–Η―è. –Θ–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄–Β: –±–Β–Ζ ―¹―É–Ω–Ω–Ψ―Ä―²–Ϋ―΄–Β, ―¹―É–Ω–Ω–Ψ―Ä―²–Ϋ―΄–Β. –£―΄–Ω–Ψ–Μ–Ϋ―è―é―² –Φ–Ϋ–Ψ–≥–Ψ–Ψ–±―Ä–Α–Ζ–Ϋ―΄–Β ―Ä–Α–±–Ψ―²―΄ –Ω–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Η―΅–Β―¹–Κ–Ψ–Ι, ―³–Α―¹–Ψ–Ϋ–Ϋ–Ψ–Ι –≤–Ϋ–Β―à–Ϋ–Β–Ι –Ψ–±―²–Ψ―΅–Κ–Β –Η –≤–Ϋ―É―²―Ä–Β–Ϋ–Ϋ–Β–Ι ―Ä–Α―¹―²–Ψ―΅–Κ–Β –¥–Β―²–Α–Μ–Β–Ι. –ö–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β: ―¹ –≤―΄–Β–Φ–Κ–Ψ–Ι, ―¹ –Μ–Ψ–±–Ψ–≤―΄–Φ ―¹―É–Ω–Ω–Ψ―Ä―²–Ψ–Φ. –ü―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –¥–Μ―è –Ω―Ä–Ψ–¥–Ψ–Μ―¨–Ϋ–Ψ–≥–Ψ ―²–Ψ―΅–Β–Ϋ–Η―è –Η –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –¥–Β―²–Α–Μ–Β–Ι –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –¥–Η–Α–Φ–Β―²―Ä–Α –Ω―Ä–Η –Φ–Α–Μ–Ψ–Ι –¥–Μ–Η–Ϋ–Β –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Β. –ö–Ψ–Ω–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ―΄–Β: ―¹ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι –Ω–Ψ –Κ–Ψ–Ω–Η―Ä―É, ―¹ –ß–ü–Θ
–ë–Β―¹―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄–Β. –£ –±–Β―¹―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄―Ö ―²–Ψ–Κ–Α―Ä–Ϋ―΄―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö ―Ä–Β–Ζ–Α–Ϋ–Η–Β –≤―΄–Ω–Ψ–Μ–Ϋ―è–Β―² –Ω―É―¹―²–Ψ―²–Β–Μ–Α―è ―²–Ψ–Κ–Α―Ä–Ϋ–Α―è –≥–Ψ–Μ–Ψ–≤–Κ–Α, –Α –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α–Β–Φ–Α―è –¥–Β―²–Α–Μ―¨ –Ω–Ψ–¥–Α–Β―²―¹―è –Ω–Ψ –Ψ―¹–Η –≤―Ä–Α―â–Β–Ϋ–Η―è. –ë–Β―¹―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄–Β ―¹―²–Α–Ϋ–Κ–Η –±―΄–≤–Α―é―²: –ö―Ä―É–≥–Μ–Ψ–Ω–Α–Μ–Ψ―΅–Ϋ―΄–Β: –¥–Μ―è –Ω―Ä―è–Φ―΄―Ö –¥–Β―²–Α–Μ–Β–Ι. –Δ–Ψ―Ä―Ü–Β–Ψ–±―²–Ψ―΅–Ϋ―΄–Β: –Ϋ–Α –Κ–Ψ–Ϋ―É―¹, –Ω–Ψ ―¹―³–Β―Ä–Β, ―à–Η–Ω–Ψ―Ä–Β–Ζ–Ϋ―΄–Β.
|
|
–Θ–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄ –±–Β–Ζ ―¹―É–Ω–Ω–Ψ―Ä―²–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η.
|
|
–Δ–Ψ―΅–Β–Ϋ–Η–Β –¥–Β―²–Α–Μ–Β–Ι –≤ ―²–Α–Κ–Η―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –Ω―Ä–Η –Ω–Ψ–Φ–Ψ―â–Η ―Ä―É―΅–Ϋ–Ψ–≥–Ψ –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―²–Α, –Κ–Ψ―²–Ψ―Ä―΄–Ι ―É–Ω–Η―Ä–Α–Β―²―¹―è –Ϋ–Α ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ―΄–Ι ―É–Ω–Ψ―Ä –Η –Ω–Β―Ä–Β–Φ–Β―â–Α–Β―²―¹―è –Ω–Ψ –Ϋ–Β–Φ―É. –ù–Β–¥–Ψ―¹―²–Α―²–Κ–Ψ–Φ ―²–Α–Κ–Η―Ö ―¹―²–Α–Ϋ–Κ–Ψ–≤ ―è–≤–Μ―è–Β―²―¹―è ―Ä―É―΅–Ϋ–Α―è ―Ä–Α–Ζ–Φ–Β―²–Κ–Α –Ζ–Α–≥–Ψ―²–Ψ–≤–Ψ–Κ, ―¹–Μ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –Κ–Ψ–Μ–Η―΅–Β―¹―²–≤–Α –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤―΄―Ö –¥–Β―²–Α–Μ–Β–Ι.
|
 |
|
–Δ–Ψ–Κ–Α―Ä–Ϋ―΄–Ι - ―É–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ –±–Β–Ζ ―¹―É–Ω–Ω–Ψ―Ä―²–Α –ö–Ψ―Ä–≤–Β―² 76
|
|
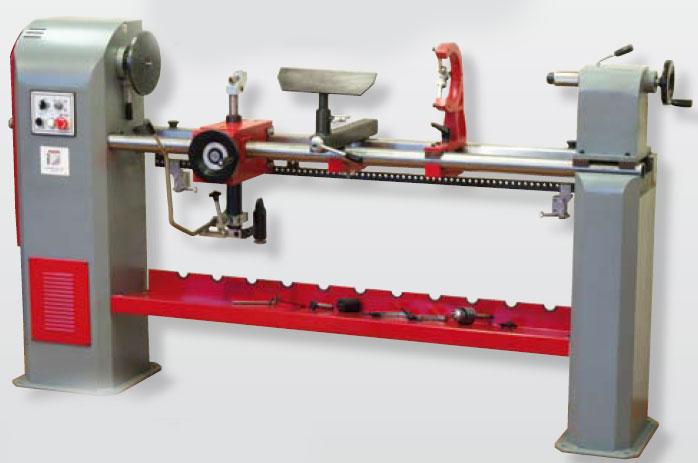
–Θ–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄–Β ―¹―É–Ω–Ω–Ψ―Ä―²–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η
|
|
–£ ―É–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄―Ö ―¹―É–Ω–Ω–Ψ―Ä―²–Ϋ―΄―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö ―²–Ψ–Κ–Α―Ä–Ϋ―΄–Ι ―Ä–Β–Ζ–Β―Ü –¥–Β―Ä–Ε–Η―²―¹―è –Ϋ–Β –≤ ―Ä―É–Κ–Α―Ö ―²–Ψ–Κ–Α―Ä―è, –Α –≤ ―¹–Ω–Β―Ü–Η–Α–Μ―¨–Ϋ–Ψ–Φ ―¹―É–Ω–Ω–Ψ―Ä―²–Β, –Κ–Ψ―²–Ψ―Ä―΄–Ι –Ω–Β―Ä–Β–Φ–Β―â–Α–Β―²―¹―è –≤ –¥–≤―É―Ö –Κ–Ψ–Ψ―Ä–¥–Η–Ϋ–Α―²–Α―Ö. –î–Μ―è –Ω–Ψ–Μ―É―΅–Β–Ϋ–Η―è –¥–Β―²–Α–Μ–Β–Ι ―¹–Μ–Ψ–Ε–Ϋ–Ψ–Ι –Κ―Ä–Η–≤–Ψ–Μ–Η–Ϋ–Β–Ι–Ϋ–Ψ–Ι ―³–Ψ―Ä–Φ―΄ –Ϋ―É–Ε–Ϋ–Α –±–Ψ–Μ―¨―à–Α―è ―¹–Ϋ–Ψ―Ä–Ψ–≤–Κ–Α –Η –Φ–Α―¹―²–Β―Ä―¹―²–≤–Ψ –¥–Μ―è –Ω–Β―Ä–Β–Φ–Β―â–Β–Ϋ–Η―è ―¹―É–Ω–Ω–Ψ―Ä―²–Α.
|
 |
|
–ù–Α―¹―²–Ψ–Μ―¨–Ϋ―΄–Ι ―²–Ψ–Κ–Α―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ ―¹ ―¹―É–Ω–Ω–Ψ―Ä―²–Ψ–Φ –£–€-180V (WM180V) –Θ–Ϋ–Η–≤–Β―Ä―¹–Α–Μ
|
|
–ö–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β ―²–Ψ–Κ–Α―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Κ–Η
|
|
–ö–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Β ―²–Ψ–Κ–Α―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Κ–Η –Ψ―²–Μ–Η―΅–Α―é―²―¹―è –Ψ―² ―É–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄―Ö –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨―é –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ζ–Α–≥–Ψ―²–Ψ–≤–Ψ–Κ –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –¥–Η–Α–Φ–Β―²―Ä–Α, –Ϋ–Β–±–Ψ–Μ―¨―à–Ψ–Ι –¥–Μ–Η–Ϋ―΄, –Ϋ–Α–Ω―Ä–Η–Φ–Β―Ä –¥–Β–Κ–Ψ―Ä–Α―²–Η–≤–Ϋ―΄―Ö –±–Μ―é–¥. –Δ–Α–Κ–Α―è –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –¥–Ψ―¹―²–Η–≥–Α–Μ–Α―¹―¨ –Μ–Η–±–Ψ –Ϋ–Α–Μ–Η―΅–Η–Β–Φ –Μ–Ψ–±–Ψ–≤–Ψ–≥–Ψ ―¹―É–Ω–Ω–Ψ―Ä―²–Α ―É –Ω–Β―Ä–Β–¥–Ϋ–Β–Ι –±–Α–±–Κ–Η ―¹―²–Α–Ϋ–Κ–Α –Η–Μ–Η –≤―΄–Β–Φ–Κ–Ψ–Ι –≤ ―¹―²–Α–Ϋ–Η–Ϋ–Β. –î–Α–Ϋ–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η –≤ –Ϋ–Α―¹―²–Ψ―è―â–Η–Β –≤―Ä–Β–Φ―è ―É―²―Ä–Α―²–Η–Μ–Η ―¹–≤–Ψ―é –Α–Κ―²―É–Α–Μ―¨–Ϋ–Ψ―¹―²―¨, –Η –Ϋ–Β –≤―΄–Ω―É―¹–Κ–Α―é―²―¹―è. –ê –¥–Α–Ϋ–Ϋ―É―é –Ω―Ä–Ψ–¥―É–Κ―Ü–Η―é –Φ–Ψ–Ε–Ϋ–Ψ –Ω–Ψ–Μ―É―΅–Α―²―¨ –Ϋ–Α ―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö ―¹ –ß–ü–Θ.
|
 |
|
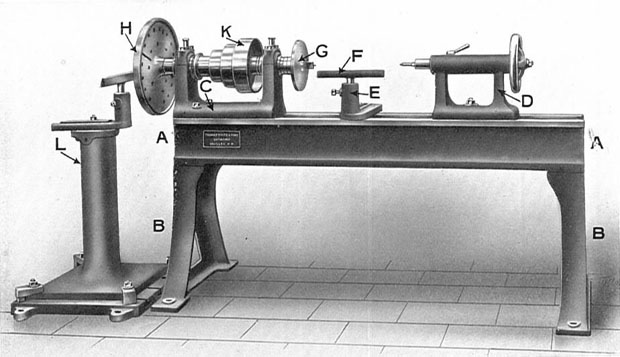
–ö–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι ―²–Ψ–Κ–Α―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ ―¹ –Μ–Ψ–±–Ψ–≤―΄–Φ ―¹―É–Ω–Ω–Ψ―Ä―²–Ψ–Φ (L) –Η –Ω–Μ–Α–Ϋ-―à–Α–Ι–±–Ψ–Ι (–ù), –¥–Μ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Κ–Ψ―Ä–Ψ―²–Κ–Η―Ö –¥–Β―²–Α–Μ–Β–Ι –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –¥–Η–Α–Φ–Β―²―Ä–Α
|
 |
|
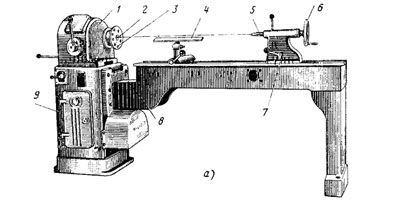
–ö–Ψ–Φ–±–Η–Ϋ–Η―Ä–Ψ–≤–Α–Ϋ–Ϋ―΄–Ι ―²–Ψ–Κ–Α―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ ―¹ –≤―΄–Β–Φ–Κ–Ψ–Ι (–Ω–Ψ–Ζ. 8), –¥–Μ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Κ–Ψ―Ä–Ψ―²–Κ–Η―Ö –¥–Β―²–Α–Μ–Β–Ι –±–Ψ–Μ―¨―à–Ψ–≥–Ψ –¥–Η–Α–Φ–Β―²―Ä
|
|
–ö–Ψ–Ω–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η
|
|
–Δ–Ψ–Κ–Α―Ä–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η ―¹ –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ―΄–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ, –Ω–Ψ ―¹―Ä–Α–≤–Ϋ–Β–Ϋ–Η―é ―¹ ―É–Ϋ–Η–≤–Β―Ä―¹–Α–Μ―¨–Ϋ―΄–Φ–Η ―¹―²–Α–Ϋ–Κ–Α–Φ–Η, –Η–Φ–Β―é―² –Ψ–¥–Ϋ–Ψ –≤–Α–Ε–Ϋ–Ψ–Β –Ω―Ä–Β–Η–Φ―É―â–Β―¹―²–≤–Ψ – –Ψ–Ϋ–Η –Ω–Ψ–Ζ–≤–Ψ–Μ―è―é ―²–Η―Ä–Α–Ε–Η―Ä–Ψ–≤–Α―²―¨ –Ψ–¥–Η–Ϋ–Α–Κ–Ψ–≤―΄–Β –¥–Β―²–Α–Μ–Η –Ω–Ψ ―à–Α–±–Μ–Ψ–Ϋ―É, ―΅―²–Ψ –Ζ–Ϋ–Α―΅–Η―²–Β–Μ―¨–Ϋ–Ψ ―É–≤–Β–Μ–Η―΅–Η–≤–Α–Β―² –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―¨–Ϋ–Ψ―¹―²―¨ –Η ―²–Ψ―΅–Ϋ–Ψ―¹―²―¨ –Ω–Ψ–Μ―É―΅–Α–Β–Φ―΄―Ö –¥–Β―²–Α–Μ–Β–Ι.
|
 |
|
–Δ–Ψ–Κ–Α―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ ―¹ –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ―΄–Φ ―É―¹―²―Ä–Ψ–Ι―¹―²–≤–Ψ–Φ HOLZMANN DBK 1300
|
|
–Δ–Ψ–Κ–Α―Ä–Ϋ–Ψ-―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η ―¹ –ß–ü–Θ
|
|
–Δ–Ψ–Κ–Α―Ä–Ϋ–Ψ-―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η ―¹ –ß–ü–Θ –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –¥–Μ―è –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –Η–Ζ –¥―Ä–Β–≤–Β―¹–Η–Ϋ―΄ ―²–Β–Μ –≤―Ä–Α―â–Β–Ϋ–Η―è ―²–Η–Ω–Α –±–Α–Μ―è―¹–Η–Ϋ, ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η―Ö –≤–Η–Ϋ―²–Ψ–≤―΄–Β –Η –¥―Ä―É–≥–Η–Β ―¹–Μ–Ψ–Ε–Ϋ―΄–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η. –û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―³–Ψ―Ä–Φ–Ψ–Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω–Ψ –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Β –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι –Κ–Ψ–Ϋ―Ü–Β–≤–Ψ–Ι ―³―Ä–Β–Ζ–Ψ–Ι –Ω―Ä–Η –Ϋ–Β–Ω―Ä–Β―Ä―΄–≤–Ϋ–Ψ–Φ –≤―Ä–Α―â–Β–Ϋ–Η–Η –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η. –û–±―Ä–Α–±–Ψ―²–Κ–Α –≤–Η–Ϋ―²–Ψ–≤―΄―Ö –Η –¥―Ä―É–≥–Η―Ö ―¹–Μ–Ψ–Ε–Ϋ―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Β–Ι –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Κ–Ψ–Ϋ―Ü–Β–≤–Ψ–Ι ―³―Ä–Β–Ζ–Ψ–Ι –Ω―Ä–Η –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Ϋ–Ψ–Φ –≤―Ä–Α―â–Β–Ϋ–Η–Η –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η.
|
 |
|
–Γ―²–Α–Ϋ–Ψ–Κ –¥–Β―Ä–Β–≤–Ψ–Ψ–±―Ä–Α–±–Α―²―΄–≤–Α―é―â–Η–Ι ―²–Ψ–Κ–Α―Ä–Ϋ–Ψ-―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄–Ι ―¹ –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Ϋ―΄–Φ ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β–Φ –ö–Δ–Λ–ü–Θ 15.80. «–†–û–ë–û–†»
|
|
–î–Α–Ϋ–Ϋ―΄–Β –Φ–Ψ–¥–Β–Μ–Η ―¹―²–Α–Ϋ–Κ–Ψ–≤ –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –¥–Μ―è ―Ö―É–¥–Ψ–Ε–Β―¹―²–≤–Β–Ϋ–Ϋ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―²–Β–Μ –≤―Ä–Α―â–Β–Ϋ–Η―è –Η–Ζ –¥―Ä–Β–≤–Β―¹–Η–Ϋ―΄ ―²–Η–Ω–Α –±–Α–Μ―è―¹–Η–Ϋ, ―³―Ä–Β–Ζ–Β―Ä–Ψ–≤–Α–Ϋ–Η―è –≤–Η–Ϋ―²–Ψ–≤―΄―Ö –Η –¥―Ä―É–≥–Η―Ö ―¹–Μ–Ψ–Ε–Ϋ―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Β–Ι. –ü–Ψ–Ζ–≤–Ψ–Μ―è―é―² ―É–Κ―Ä–Α―à–Α―²―¨ –±–Α–Μ―è―¹–Η–Ϋ―΄ ―Ä–Β–Μ―¨–Β―³–Ϋ–Ψ–Ι ―Ä–Β–Ζ―¨–±–Ψ–Ι ―³―Ä–Β–Ζ–Β―Ä–Ψ–≤–Α–Ϋ–Η–Β–Φ.
|
 |
|
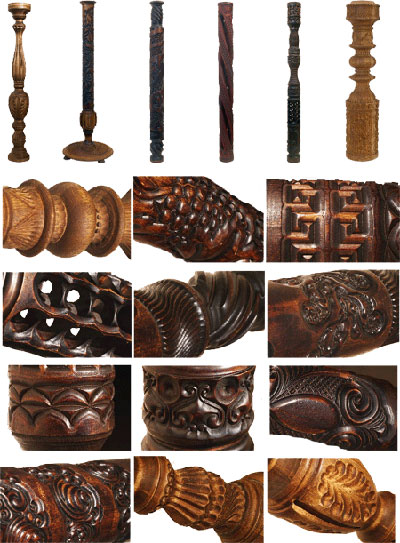
–ë–Α–Μ―è―¹–Η–Ϋ―΄ –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Ϋ―΄–Β –Ϋ–Α –Κ–Ψ–Ω–Η―Ä–Ψ–≤–Α–Μ―¨–Ϋ–Ψ-―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö ―¹ –ß–ü–Θ
|
|
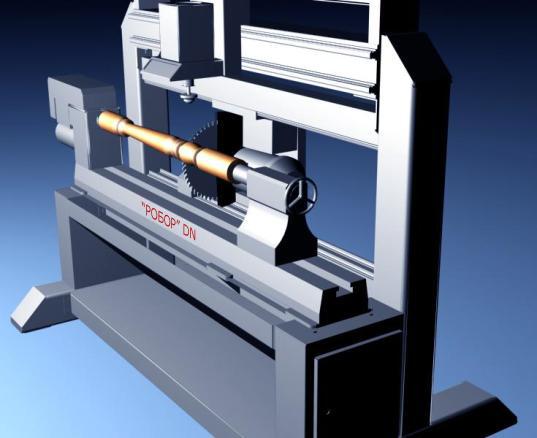
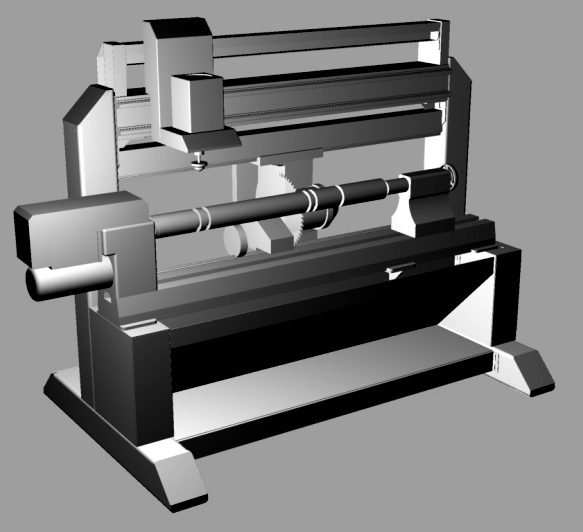
–Δ–Ψ–Κ–Α―Ä–Ϋ–Ψ-―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ "–†–Ψ–±–Ψ―Ä" DN –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ –¥–Μ―è –Η–Ζ–≥–Ψ―²–Ψ–≤–Μ–Β–Ϋ–Η―è –Η–Ζ –¥―Ä–Β–≤–Β―¹–Η–Ϋ―΄ ―²–Β–Μ –≤―Ä–Α―â–Β–Ϋ–Η―è ―²–Η–Ω–Α –±–Α–Μ―è―¹–Η–Ϋ, ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η―Ö –≤–Η–Ϋ―²–Ψ–≤―΄–Β –Η –¥―Ä―É–≥–Η–Β ―¹–Μ–Ψ–Ε–Ϋ―΄–Β –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η. –û―¹–Ϋ–Ψ–≤–Ϋ–Ψ–Β ―³–Ψ―Ä–Φ–Ψ–Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ω–Ψ –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Β –Ψ–±―Ä–Α–±–Ψ―²–Κ–Ψ–Ι –¥–Η―¹–Κ–Ψ–≤–Ψ–Ι ―³―Ä–Β–Ζ–Ψ–Ι –Ω―Ä–Η –Ϋ–Β–Ω―Ä–Β―Ä―΄–≤–Ϋ–Ψ–Φ –≤―Ä–Α―â–Β–Ϋ–Η–Η –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η. –û–±―Ä–Α–±–Ψ―²–Κ–Α –≤–Η–Ϋ―²–Ψ–≤―΄―Ö –Η –¥―Ä―É–≥–Η―Ö ―¹–Μ–Ψ–Ε–Ϋ―΄―Ö –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Β–Ι –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Κ–Ψ–Ϋ―Ü–Β–≤–Ψ–Ι ―³―Ä–Β–Ζ–Ψ–Ι –Ω―Ä–Η –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Ϋ–Ψ–Φ –≤―Ä–Α―â–Β–Ϋ–Η–Η –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η. –ü–Ψ–Ζ–≤–Ψ–Μ―è–Β―² –≤―΄–Ω–Ψ–Μ–Ϋ―è―²―¨ –Η–Ζ–¥–Β–Μ–Η―è –Ω–Ψ 3D-–Φ–Ψ–¥–Β–Μ―è–Φ.
|
 |
|
–Δ–Ψ–Κ–Α―Ä–Ϋ–Ψ-―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ "–†–Ψ–±–Ψ―Ä" DN
|
|
–™–Μ–Α–≤–Ϋ–Α―è –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ―¹―²―¨ ―¹―²–Α–Ϋ–Κ–Α «–†–û–ë–û–†» DN - –Ϋ–Α–Μ–Η―΅–Η–Β –¥–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ–Ψ–≥–Ψ –Ψ–±―Ä–Α–±–Α―²―΄–≤–Α―é―â–Β–≥–Ψ –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―²–Α – –¥–Η―¹–Κ–Ψ–≤–Ψ–Ι ―³―Ä–Β–Ζ―΄, –≤–≤–Β–¥–Β–Ϋ–Ϋ–Ψ–Ι –≤ ―²–Β―Ö–Ϋ–Ψ–Μ–Ψ–≥–Η―΅–Β―¹–Κ–Η-―É―¹–Ψ–≤–Β―Ä―à–Β–Ϋ―¹―²–≤–Ψ–≤–Α–Ϋ–Ϋ―É―é –Φ–Ψ–¥–Β–Μ―¨ DN –Ψ–±―â–Β–Ι –Μ–Η–Ϋ–Β–Ι–Κ–Η ―²–Ψ–Κ–Α―Ä–Ϋ–Ψ-―³―Ä–Β–Ζ–Β―Ä–Ϋ―΄―Ö ―¹―²–Α–Ϋ–Κ–Ψ–≤ ―¹ –ß–ü–Θ «–†–û–ë–û–†». –ù–Α–Μ–Η―΅–Η–Β –¥–Η―¹–Κ–Ψ–≤–Ψ–Ι ―³―Ä–Β–Ζ―΄ –¥–Α–Β―² –≤–Ψ–Ζ–Φ–Ψ–Ε–Ϋ–Ψ―¹―²―¨ –±–Ψ–Μ–Β–Β –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²–Β–Μ―¨–Ϋ–Ψ –Ω–Ψ–Μ―É―΅–Α―²―¨ ―΅–Β―Ä–Ϋ–Ψ–≤―É―é –Ψ–±―Ä–Α–±–Ψ―²–Κ―É –±–Α–Μ―è―¹–Η–Ϋ, –Α ―²–Α–Κ–Ε–Β –≤―΄–Ω–Ψ–Μ–Ϋ―è―²―¨ ―²–Ψ–Ϋ–Κ–Η–Β –Ω―Ä–Ψ―²–Ψ―΅–Κ–Η, –Ϋ–Β–Ψ–±―Ö–Ψ–¥–Η–Φ―΄–Β –≤ –Κ–Α―΅–Β―¹―²–≤–Β –≤―¹–Ω–Ψ–Φ–Ψ–≥–Α―²–Β–Μ―¨–Ϋ–Ψ-–Ω–Ψ–¥–≥–Ψ―²–Ψ–≤–Η―²–Β–Μ―¨–Ϋ―΄―Ö –Ψ–Ω–Β―Ä–Α―Ü–Η–Ι –Ω–Β―Ä–Β–¥ ―΅–Η―¹―²–Ψ–≤―΄–Φ ―³–Ψ―Ä–Φ–Ψ–Ψ–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η–Β–Φ ―²–Β–Μ –≤―Ä–Α―â–Β–Ϋ–Η―è ―²–Η–Ω–Α –±–Α–Μ―è―¹–Η–Ϋ. –î–Ψ–Ω–Ψ–Μ–Ϋ–Η―²–Β–Μ―¨–Ϋ―΄–Β –Ψ―¹–Ψ–±–Β–Ϋ–Ϋ–Ψ―¹―²–Η ―¹―²–Α–Ϋ–Κ–Α «–†–û–ë–û–†» DN: - ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Α –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥–Η―²―¹―è –Ψ–Ω–Β―Ä–Α―²–Ψ―Ä–Ψ–Φ –Ϋ–Α –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Β ―¹―²–Α–Ϋ–Κ–Α; - –Ω–Β―Ä–Β–Ϋ–Α–Μ–Α–¥–Κ–Α ―¹―²–Α–Ϋ–Κ–Α –Ϋ–Α –¥―Ä―É–≥–Ψ–Β –Η–Ζ–¥–Β–Μ–Η–Β –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –Ζ–Α–Φ–Β–Ϋ–Ψ–Ι –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄ –≤ –Ψ–Ω–Β―Ä–Α―²–Η–≤–Ϋ–Ψ–Ι –Ω–Α–Φ―è―²–Η –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Α; - –Ω―΄–Μ–Β–Ζ–Α―â–Η―â–Β–Ϋ–Ϋ–Ψ–Β –Η―¹–Ω–Ψ–Μ–Ϋ–Β–Ϋ–Η–Β ―à–Κ–Α―³–Α ―É–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η―è; –Γ―²–Α–Ϋ–Ψ–Κ ―ç―³―³–Β–Κ―²–Η–≤–Β–Ϋ –≤ ―É―¹–Μ–Ψ–≤–Η―è―Ö –Ω―Ä–Β–¥–Ω―Ä–Η―è―²–Η–Ι ―¹ –≥–Η–±–Κ–Ψ–Ι –Ϋ–Ψ–Φ–Β–Ϋ–Κ–Μ–Α―²―É―Ä–Ψ–Ι –Ω―Ä–Ψ–¥―É–Κ―Ü–Η–Η –¥–Μ―è –Ω―Ä–Ψ–Η–Ζ–≤–Ψ–¥―¹―²–≤–Α ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤ –Η–Ϋ―²–Β―Ä―¨–Β―Ä–Α, –Μ–Β―¹―²–Ϋ–Η―Ü, –Η–Ϋ–¥–Η–≤–Η–¥―É–Α–Μ―¨–Ϋ–Ψ–≥–Ψ –¥–Ψ–Φ–Α, –Κ–Ψ―²―²–Β–¥–Ε–Α. –†–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Α ―Ä–Α–±–Ψ―΅–Β–Ι –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄ –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η ―¹–≤–Ψ–¥–Η―²―¹―è –Κ –Ϋ–Α–±–Ψ―Ä―É –Ϋ–Α –Κ–Μ–Α–≤–Η–Α―²―É―Ä–Β –Ω–Β―Ä―¹–Ψ–Ϋ–Α–Μ―¨–Ϋ–Ψ–≥–Ψ –Κ–Ψ–Φ–Ω―¨―é―²–Β―Ä–Α –Ψ―¹–Ϋ–Ψ–≤–Ϋ―΄―Ö –Κ–Ψ–Φ–Α–Ϋ–¥, ―¹–Ψ–¥–Β―Ä–Ε–Α―â–Η―Ö ―É–Κ–Α–Ζ–Α–Ϋ–Η―è –Ψ –Ω–Β―Ä–Β–Φ–Β―â–Β–Ϋ–Η–Η –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―²–Α –Ω–Ψ –Ω―Ä―è–Φ–Ψ–Ι –Μ–Η–Ϋ–Η–Η –Η–Μ–Η –¥―É–≥–Β –Η ―É–≥–Μ–Ψ–≤–Ψ–Φ –Ω–Ψ–≤–Ψ―Ä–Ψ―²–Β –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η. –ü―Ä–Η ―ç―²–Ψ–Φ –Ω–Β―Ä–Β–Φ–Β―â–Β–Ϋ–Η–Β –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―²–Α –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Η―΅–Β―¹–Κ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η –≤―Ä–Α―â–Α―é―â–Β–Ι―¹―è –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η ―Ä–Α―¹―¹–Φ–Α―²―Ä–Η–≤–Α–Β―²―¹―è –Κ–Α–Κ –¥–≤–Η–Ε–Β–Ϋ–Η–Β –Ψ―²–Ϋ–Ψ―¹–Η―²–Β–Μ―¨–Ϋ–Ψ –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η, –Ω―Ä–Β–¥―¹―²–Α–≤–Μ―è―é―â–Β–Ι ―¹–Ψ–±–Ψ–Ι ―Ä–Α–Ζ–≤–Β―Ä―²–Κ―É ―ç―²–Ψ–Ι ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Η―΅–Β―¹–Κ–Ψ–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²–Η. –î–Μ―è ―É–Ω―Ä–Ψ―â–Β–Ϋ–Η―è ―Ä–Α–Ζ―Ä–Α–±–Ψ―²–Κ–Η –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄ –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –≤―¹–Ω–Ψ–Φ–Ψ–≥–Α―²–Β–Μ―¨–Ϋ―΄–Β –Κ–Ψ–Φ–Α–Ϋ–¥―΄: –Ω–Ψ–≤―²–Ψ―Ä–Β–Ϋ–Η–Β –Ζ–Α–¥–Α–Ϋ–Ϋ―΄―Ö ―ç–Μ–Β–Φ–Β–Ϋ―²–Ψ–≤, –Φ–Α―¹―à―²–Α–±–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β ―Ä–Η―¹―É–Ϋ–Κ–Α –Ω–Ψ –Μ―é–±–Ψ–Ι –Κ–Ψ–Ψ―Ä–¥–Η–Ϋ–Α―²–Β, –Ω–Ψ–≤–Ψ―Ä–Ψ―² –Β–≥–Ψ –≤ –Ω–Μ–Ψ―¹–Κ–Ψ―¹―²–Η, –Ω–Ψ―¹―²―Ä–Ψ–Β–Ϋ–Η–Β ―ç–Κ–≤–Η–¥–Η―¹―²–Α–Ϋ―² –Η –Ω―Ä. –Γ–Β―Ä–≤–Η―¹ ―É–Ω―Ä–Α–≤–Μ―è―é―â–Β–Ι –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² ―Ä–Β–¥–Α–Κ―²–Η―Ä–Ψ–≤–Α–Ϋ–Η–Β –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ―΄, –Κ–Α–Κ –Η–Ζ–Φ–Β–Ϋ–Β–Ϋ–Η–Β–Φ –Β–Β ―²–Β–Κ―¹―²–Α, ―²–Α–Κ –Η –≤–Η–Ζ―É–Α–Μ―¨–Ϋ–Ψ, –Η―¹–Ω―Ä–Α–≤–Μ–Β–Ϋ–Η–Β–Φ –≥–Β–Ψ–Φ–Β―²―Ä–Η–Η ―Ä–Η―¹―É–Ϋ–Κ–Α –Ω–Ψ –Β–≥–Ψ –Η–Ζ–Ψ–±―Ä–Α–Ε–Β–Ϋ–Η―é –Ϋ–Α ―ç–Κ―Ä–Α–Ϋ–Β –≤–Η–¥–Β–Ψ–Φ–Ψ–Ϋ–Η―²–Ψ―Ä–Α.
|
 |
|
–Γ―Ö–Β–Φ–Α –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ω―Ä–Ψ―²–Ψ―΅–Β–Κ –¥–Η―¹–Κ–Ψ–≤–Ψ–Ι ―³―Ä–Β–Ζ–Ψ–Ι –Ω–Ψ –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Β
|
 |
|
–Γ―²–Α–Ϋ–¥–Α―Ä―²–Ϋ–Α―è ―¹―Ö–Β–Φ–Α –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Κ–Ψ–Ϋ―Ü–Β–≤–Ψ–Ι ―³―Ä–Β–Ζ–Ψ–Ι –Ω–Ψ –Ω―Ä–Ψ–≥―Ä–Α–Φ–Φ–Β
|
 |
|
–ë–Β―¹―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄–Β –Κ―Ä―É–≥–Μ–Ψ–Ω–Α–Μ–Ψ―΅–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η
–ë–Β―¹―Ü–Β–Ϋ―²―Ä–Ψ–≤―΄–Β –Κ―Ä―É–≥–Μ–Ψ–Ω–Α–Μ–Ψ―΅–Ϋ―΄–Β ―¹―²–Α–Ϋ–Κ–Η –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –¥–Μ―è ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Η―΅–Β―¹–Κ–Ψ–Ι –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―É–¥–Μ–Η–Ϋ–Β–Ϋ–Ϋ―΄―Ö –¥–Β―²–Α–Μ–Β–Ι –Ω–Ψ –Ω―Ä–Ψ―Ö–Ψ–¥–Ϋ–Ψ–Ι ―¹―Ö–Β–Φ–Β –Ω―Ä–Η –Ψ―¹–Β–≤–Ψ–Ι –Ω–Ψ–¥–Α―΅–Β –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η. –ù–Α ―²–Α–Κ–Η―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö –Η–Ζ–≥–Ψ―²–Α–≤–Μ–Η–≤–Α―é―² –¥–Β―²–Α–Μ–Η –¥–Η–Α–Φ–Β―²―Ä–Ψ–Φ 8-50 –Φ–Φ. –£ –Κ–Α―΅–Β―¹―²–≤–Β ―Ä–Β–Ε―É―â–Β–≥–Ψ –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―²–Α –Η―¹–Ω–Ψ–Μ―¨–Ζ―É–Β―²―¹―è –Ω–Ψ–Μ–Α―è –Ϋ–Ψ–Ε–Β–≤–Α―è –≥–Ψ–Μ–Ψ–≤–Κ–Α ―¹ ―Ä–Β–Ζ―Ü–Α–Φ–Η, ―Ä–Β–Ε―É―â–Η–Β –Κ―Ä–Ψ–Φ–Κ–Η –Κ–Ψ―²–Ψ―Ä―΄―Ö –Ψ–±―Ä–Α―â–Β–Ϋ―΄ –Κ –Ψ―¹–Η –≤―Ä–Α―â–Β–Ϋ–Η―è, –≤–¥–Ψ–Μ―¨ –Κ–Ψ―²–Ψ―Ä–Ψ–Ι –Ω–Ψ–¥–Α–Β―²―¹―è –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Α.
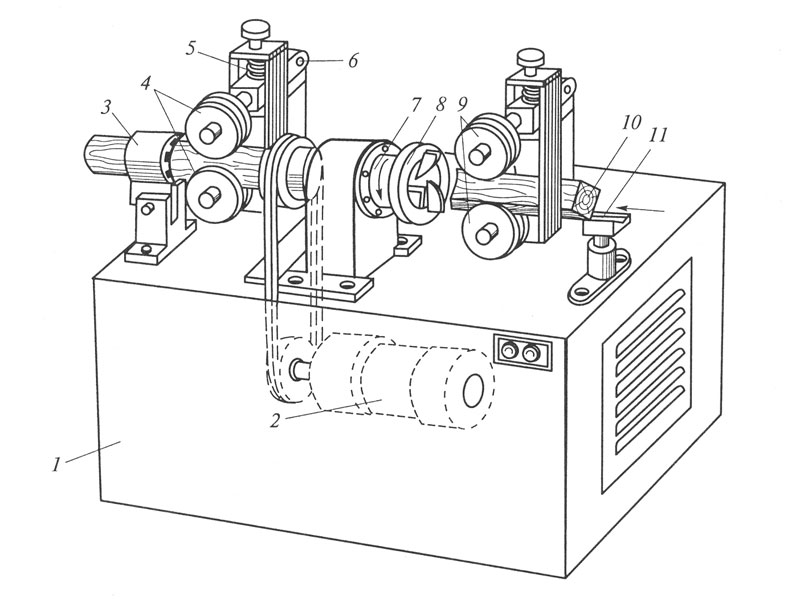
–ö―Ä―É–≥–Μ–Ψ–Ω–Α–Μ–Ψ―΅–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Ψ–Κ –ö–ü–ê20-1
–£ ―¹―²–Α–Ϋ–Κ–Β –ö–ü–ê20-1 (―Ä–Η―¹.) –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Α –Κ–≤–Α–¥―Ä–Α―²–Ϋ–Ψ–≥–Ψ ―¹–Β―΅–Β–Ϋ–Η―è 10, ―¹ –Μ–Ψ―²–Κ–Α 11 –Κ–Ψ–Ϋ–Η―΅–Β―¹–Κ–Η–Φ–Η –≤–Α–Μ―¨―Ü–Α–Φ–Η –Ω–Ψ–¥–Α–Β―²―¹―è –≤ –Ϋ–Ψ–Ε–Β–≤―É―é –≥–Ψ–Μ–Ψ–≤–Κ―É 8, –Κ–Ψ―²–Ψ―Ä–Α―è –Ζ–Α–Κ―Ä–Β–Ω–Μ–Β–Ϋ–Α –Ϋ–Α ―à–Ω–Η–Ϋ–¥–Β–Μ–Β 7. ―à–Ω–Η–Ϋ–¥–Β–Μ―¨ –Ω–Ψ–Μ―É―΅–Α–Β―² –≤―Ä–Α―â–Β–Ϋ–Η–Β –Ψ―² ―ç–Μ–Β–Κ―²―Ä–Ψ–¥–≤–Η–≥–Α―²–Β–Μ―è 2 ―΅–Β―Ä–Β–Ζ –Κ–Μ–Η–Ϋ–Ψ―Ä–Β–Φ–Β–Ϋ–Ϋ―É―é –Ω–Β―Ä–Β–¥–Α―΅―É. –½–Α–¥–Ϋ–Η–Β –≤–Α–Μ―¨―Ü―΄ 4 ―¹ –Ω–Ψ–Μ―É―Ü–Η–Μ–Η–Ϋ–¥―Ä–Η―΅–Β―¹–Κ–Ψ–Ι ―Ä–Α–±–Ψ―΅–Β–Ι –Ω–Ψ–≤–Β―Ä―Ö–Ϋ–Ψ―¹―²―¨―é – ―¹–Φ–Β–Ϋ–Ϋ―΄–Β –Η ―É―¹―²–Α–Ϋ–Α–≤–Μ–Η–≤–Α―é―²―¹―è –≤ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² –¥–Η–Α–Φ–Β―²―Ä–Α –Ω–Ψ–Μ―É―΅–Α–Β–Φ–Ψ–≥–Ψ –Η–Ζ–¥–Β–Μ–Η―è. –ü―Ä–Η–Ε–Η–Φ –≤–Α–Μ―¨―Ü–Ψ–≤ –Ψ―¹―É―â–Β―¹―²–≤–Μ―è–Β―²―¹―è –Ω―Ä―É–Ε–Η–Ϋ–Α–Φ–Η 5. –£–Α–Μ―¨―Ü―΄ –Ω―Ä–Η–≤–Ψ–¥―è―²―¹―è –≤ –¥–≤–Η–Ε–Β–Ϋ–Η–Β –Ψ―² ―ç–Μ–Β–Κ―²―Ä–Ψ–¥–≤–Η–≥–Α―²–Β–Μ―è 2 ―΅–Β―Ä–Β–Ζ ―Ä–Β–¥―É–Κ―²–Ψ―Ä –Η ―¹–Η―¹―²–Β–Φ―É –Ω–Β―Ä–Β–¥–Α―΅. –Γ–Κ–Ψ―Ä–Ψ―¹―²―¨ –Ω–Ψ–¥–Α―΅–Η 5-15 –Φ/–Φ–Η–Ϋ. –î–Μ―è ―Ü–Β–Ϋ―²―Ä–Η―Ä–Ψ–≤–Α–Ϋ–Η―è –¥–Β―²–Α–Μ–Η –Η ―É–Φ–Β–Ϋ―¨―à–Β–Ϋ–Η―è –Β–Β –Κ–Ψ–Μ–Β–±–Α–Ϋ–Η–Ι –Ϋ–Α –≤―΄―Ö–Ψ–¥–Β –Η–Ζ ―¹―²–Α–Ϋ–Κ–Α ―É―¹―²–Α–Ϋ–Ψ–≤–Μ–Β–Ϋ–Α –Ϋ–Α–Ω―Ä–Α–≤–Μ―è―é―â–Α―è –≤―²―É–Μ–Κ–Α 3. –£―¹–Β –Φ–Β―Ö–Α–Ϋ–Η–Ζ–Φ―΄ ―¹–Φ–Ψ–Ϋ―²–Η―Ä–Ψ–≤–Α–Ϋ―΄ –Ϋ–Α ―¹―²–Α–Ϋ–Η–Ϋ–Β 1. –≤–Β―Ä―Ö–Ϋ–Η–Β –≤–Α–Μ―¨―Ü―΄ 4 –Η 9 –Ψ―²–Κ–Μ–Ψ–Ϋ―è―é―²―¹―è –Ϋ–Α –Ψ―¹―è―Ö 6, ―΅―²–Ψ –Ψ–±–Β―¹–Ω–Β―΅–Η–≤–Α–Β―² –Ω―Ä–Η–Ε–Η–Φ –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η.
–Δ–Ψ―Ä―Ü–Β–Ψ–±―²–Ψ―΅–Ϋ―΄–Ι ―¹―²–Α–Ϋ–Κ–Η –Ω―Ä–Β–¥–Ϋ–Α–Ζ–Ϋ–Α―΅–Β–Ϋ―΄ –¥–Μ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η ―²–Ψ―Ä―Ü–Ψ–≤ –Ζ–Α–≥–Ψ―²–Ψ–≤–Ψ–Κ ―Ü–Η–Μ–Η–Ϋ–¥―Ä–Η―΅–Β―¹–Κ–Ψ–Ι ―³–Ψ―Ä–Φ―΄. –£ –Ζ–Α–≤–Η―¹–Η–Φ–Ψ―¹―²–Η –Ψ―² ―³–Ψ―Ä–Φ―΄ –Ϋ–Ψ–Ε–Β–≤–Ψ–Ι –≥–Ψ–Μ–Ψ–≤–Κ–Η –Φ–Ψ–≥―É―² –±―΄―²―¨: –¥–Μ―è –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ϋ–Α –Κ–Ψ–Ϋ―É―¹ (–Α), ―à–Η–Ω–Ψ―Ä–Β–Ζ–Ϋ―΄–Β (–±), –Ω–Ψ ―¹―³–Β―Ä–Β (–≤).
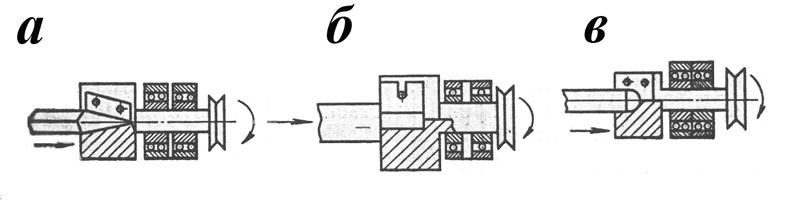
–Γ―Ö–Β–Φ–Α –Ψ–±―Ä–Α–±–Ψ―²–Κ–Η –Ζ–Α–≥–Ψ―²–Ψ–≤–Κ–Η –Ϋ–Α ―²–Ψ―Ä―Ü–Β–Ψ–±―²–Ψ―΅–Ϋ―΄―Ö ―¹―²–Α–Ϋ–Κ–Α―Ö.
|
–‰―¹―²–Ψ―΅–Ϋ–Η–Κ: http://www.semil.ru/a.htm
–¦–Η―²–Β―Ä–Α―²―É―Ä–Α:
–ê–Φ–Α–Μ–Η―Ü–Κ–Η–Ι –£.–£., –ê–Φ–Α–Μ–Η―Ü–Κ–Η–Ι –£.–£. –î–Β―Ä–Β–≤–Ψ–Ψ–±―Ä–Α–±–Α―²―΄–≤–Α―é―â–Η–Β ―¹―²–Α–Ϋ–Κ–Η –Η –Η–Ϋ―¹―²―Ä―É–Φ–Β–Ϋ―²―΄: –Θ―΅–Β–±–Ϋ–Η–Κ –¥–Μ―è ―¹―Ä–Β–¥. –ü―Ä–Ψ―³. –û–±―Ä–Α–Ζ–Ψ–≤–Α–Ϋ–Η―è. – –€.: –‰–Ζ–¥–Α―²–Β–Μ―¨―¹–Κ–Η–Ι ―Ü–Β–Ϋ―²―Ä «–ê–Κ–Α–¥–Β–Φ–Η―è», 202.- 400 ―¹.
