|
–Ґ–µ—Е–љ–Њ–ї–Њ–≥–Є—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –і–µ—В–∞–ї–µ–є –љ–∞ —В–Њ–Ї–∞—А–љ–Њ–Љ —Б—В–∞–љ–Ї–µ.
|
|
–Ш–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–µ –ї—О–±–Њ–є –і–µ—В–∞–ї–Є –љ–∞—З–Є–љ–∞—О—В —Б –њ–Њ–і–±–Њ—А–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞. –Ю—В–Њ–±—А–∞–љ–љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї –љ–∞—А–µ–Ј–∞—О—В –љ–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –†–∞–Ј–Љ–µ—А –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –≤—Б–µ–≥–і–∞ –њ—А–µ–≤—Л—И–∞–µ—В —А–∞–Ј–Љ–µ—А—Л –≥–Њ—В–Њ–≤–Њ–є –і–µ—В–∞–ї–Є –љ–∞ –љ–µ–Ї–Њ—В–Њ—А—Г—О –≤–µ–ї–Є—З–Є–љ—Г ( –њ—А–Є–њ—Г—Б–Ї). –Т–µ–ї–Є—З–Є–љ–∞ –Є —Д–Њ—А–Љ–∞ –њ—А–Є–њ—Г—Б–Ї–∞ –Ј–∞–≤–Є—Б—П—В –Њ—В —Д–Њ—А–Љ—Л –і–µ—В–∞–ї–Є, —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є –µ–µ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П . |
|
–Ф–ї—П —В–Њ—З–µ–љ–Є—П –ї—Г—З—И–µ –≤—Б–µ–≥–Њ –њ–Њ–і—Е–Њ–і–Є—В –Њ–і–љ–Њ—А–Њ–і–љ–∞—П –њ–Њ —В–µ–Ї—Б—В—Г—А–µ –і—А–µ–≤–µ—Б–Є–љ–∞. –≠—В–Њ –±–µ—А–µ–Ј–∞, –ї–Є–њ–∞, –Њ—Б–Є–љ–∞, –±—Г–Ї, –≤—П–Ј, –Њ—А–µ—Е.
–Ґ–Њ—З–µ–љ–Є—П –і–µ—В–∞–ї–Є –љ–∞ —Ж–µ–љ—В—А–Њ–≤—Л—Е —Б—В–∞–љ–Ї–∞—Е
|
|
|
|
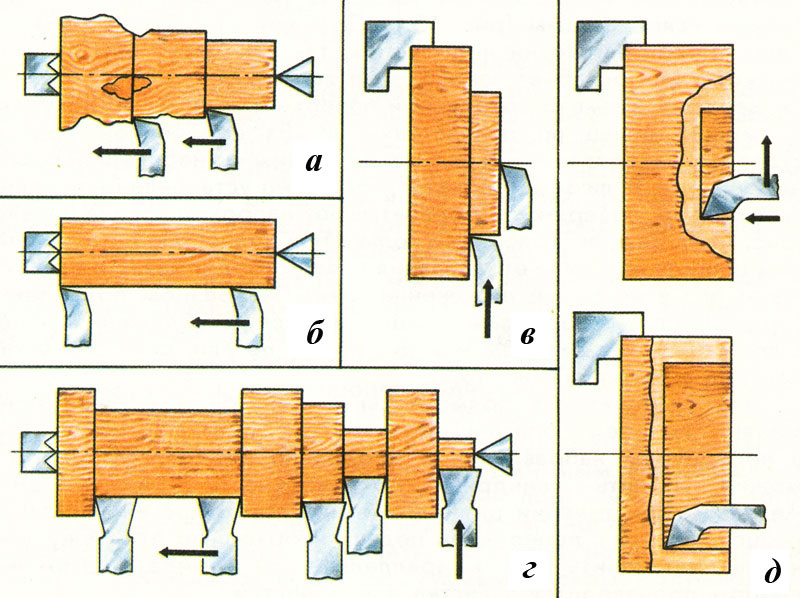
–†–Є—Б. 1. –Я–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ—Б—В—М —В–Њ—З–µ–љ–Є—П –і–µ—В–∞–ї–Є –∞- –Ј–∞–Ї—А–µ–њ–ї–µ–љ–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є; –± – –Ј–∞–Ї—А–µ–њ–ї–µ–љ–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є —А–∞–Ј—А–µ–Ј; –≤- —З–µ—А–љ–Њ–≤–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ —А–µ–є–µ—А–Њ–Љ; –≥- —З–Є—Б—В–Њ–≤–∞—П –Њ–±—А–∞–±–Њ—В–Ї–∞ –Љ–µ–є—Б–µ–ї–µ–Љ; –і- –Њ–±—А–µ–Ј–Ї–∞ (—В–Њ—А—Ж–µ–≤–∞–љ–Є–µ) –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є.
–Т—Л—В–∞—З–Є–≤–∞–љ–Є–µ –≤–љ—Г—В—А–µ–љ–љ–Є—Е –њ–Њ–ї–Њ—Б—В–µ–є
–Ф–ї—П –≤—Л—В–∞—З–Є–≤–∞–љ–Є—П –≤–љ—Г—В—А–µ–љ–љ–Є—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –Ј–∞–Ї—А–µ–њ–ї—П—О—В —В–Њ–ї—М–Ї–Њ –≤ –њ–µ—А–µ–і–љ–µ–є –±–∞–±–Ї–µ —Б—В–∞–љ–Ї–∞, –Ї—Г–ї–∞—З–Ї–Њ–≤—Л–Љ –њ–∞—В—А–Њ–љ–Њ–Љ, –њ–ї–∞–љ—И–∞–є–±–Њ–є –Є–ї–Є —В—А—Г–±—З–∞—В—Л–Љ –њ–∞—В—А–Њ–љ–Њ–Љ.
|
|
|
|
–†–Є—Б. 2. –Ґ–Њ—З–µ–љ–Є–µ –њ–Њ–ї—Л—Е –Є–Ј–і–µ–ї–Є–є –∞- –љ–∞ –њ–ї–∞–љ—И–∞–є–±–µ; –±- –≤ —В—А—Г–±—З–∞—В–Њ–Љ –њ–∞—В—А–Њ–љ–µ.
–†–∞–±–Њ—В–∞ –љ–∞ —В–Њ–Ї–∞—А–љ—Л—Е —Б—В–∞–љ–Ї–∞—Е —Б —Б—Г–њ–њ–Њ—А—В–Њ–Љ
–Э–∞ —В–Њ–Ї–∞—А–љ—Л—Е —Б—В–∞–љ–Ї–∞—Е —Б —Б—Г–њ–њ–Њ—А—В–Њ–Љ –Њ–±—А–∞–±–Њ—В–Ї–∞ –≤–µ–і–µ—В—Б—П —А–µ–Ј—Ж–∞–Љ–Є –Ј–∞–Ї—А–µ–њ–ї–µ–љ–љ—Л–Љ–Є –≤ —А–µ–Ј—Ж–µ–і–µ—А–ґ–∞—В–µ–ї–µ, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ–Њ–Љ –љ–∞ –њ–Њ–і–≤–Є–ґ–љ–Њ–Љ —Б—Г–њ–њ–Њ—А—В–µ —Б—В–∞–љ–Ї–∞. –Я–Њ–і–Њ–±–љ—Л–µ —Б—В–∞–љ–Ї–Є, –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –Є–Љ–µ—О—В —А—Г—З–љ—Г—О –Є –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї—Г—О –њ–Њ–і–∞—З—Г –≤–і–Њ–ї—М –Є –њ–Њ–њ–µ—А–µ–Ї —Б—В–∞–љ–Ї–∞.
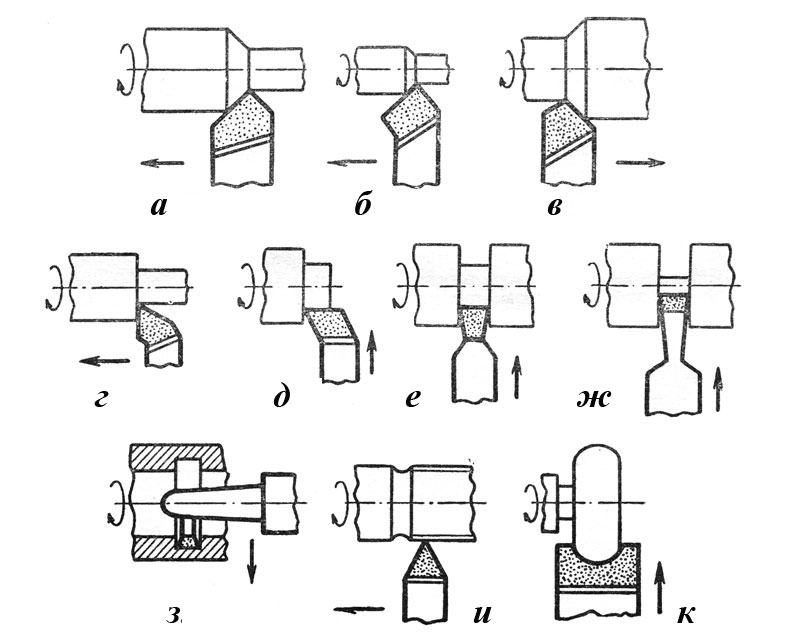
–Ґ–Њ–Ї–∞—А–љ—Л–µ —А–µ–Ј—Ж—Л.
–Я–Њ —Д–Њ—А–Љ–µ –≥–Њ–ї–Њ–≤–Ї–Є —А–µ–Ј—Ж—Л –њ–Њ–і—А–∞–Ј–і–µ–ї—П—О—В—Б—П –љ–∞ –њ—А—П–Љ—Л–µ —Б –њ—А—П–Љ–Њ–ї–Є–љ–µ–є–љ—Л–Љ —Б—В–µ—А–ґ–љ–µ–Љ (—А–Є—Б. 3 –∞) –Є –Њ—В–Њ–≥–љ—Г—В—Л–µ —Б–Њ —Б—В–µ—А–ґ–љ–µ–Љ –Њ—В–Њ–≥–љ—Г—В—Л–Љ –≤ –њ—А–∞–≤–Њ –Є–ї–Є –≤–ї–µ–≤–Њ. –Я–Њ —А–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є—О —А–µ–ґ—Г—Й–µ–є –Ї—А–Њ–Љ–Ї–Є —А–∞–Ј–ї–Є—З–∞—О—В –њ—А–∞–≤—Л–µ (—А–Є—Б.3 –≥) –Є –ї–µ–≤—Л–µ (—А–Є—Б. 3 –≤) —А–µ–Ј—Ж—Л. –Я—А–∞–≤—Л–µ –њ–µ—А–µ–Љ–µ—Й–∞—О—В—Б—П –≤ –њ—А–Њ–і–Њ–ї—М–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –Њ—В –Ј–∞–і–љ–µ–є –±–∞–±–Ї–Є –Ї –њ–µ—А–µ–і–љ–µ–є, –ї–µ–≤—Л–µ –Њ—В –њ–µ—А–µ–і–љ–µ–є –Ї –Ј–∞–і–љ–µ–є. –Я—А–Њ—Е–Њ–і–љ—Л–µ —А–µ–Ј—Ж—Л (—А–Є—Б. 3 –∞-–≤) –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ—Л –і–ї—П –Њ–±—В–Њ—З–Ї–Є, –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П —Д–∞—Б–Њ–Ї, –њ—А–Њ—Е–Њ–і–љ—Л–µ —Г–њ–Њ—А–љ—Л–µ —А–µ–Ј—Ж—Л (—А–Є—Б.3 –≥) –і–ї—П –Њ–±—В–Њ—З–Ї–Є –Є –Њ–±—А–∞–±–Њ—В–Ї–Є –Њ–±—А–∞–Ј—Г–µ–Љ–Њ–≥–Њ —В–Њ—А—Ж–∞ —Б—В—Г–њ–µ–љ–Є. –Я–Њ–і—А–µ–Ј–љ—Л–µ —А–µ–Ј—Ж—Л (—А–Є—Б. 3 –і) —Б–ї—Г–ґ–∞—В –і–ї—П –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П —Б—В—Г–њ–µ–љ–Є –љ–∞ —В–Њ—А—Ж–µ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –і–ї—П –Њ–±—А–∞–±–Њ—В–Ї–Є –њ–ї–Њ—Б–Ї–Њ—Б—В–Є —В–Њ—А—Ж–∞. –Ъ–∞–љ–∞–≤–Ї–Є –љ–∞ –љ–∞—А—Г–ґ–љ–Њ–є –Є –≤–љ—Г—В—А–µ–љ–љ–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –і–µ—В–∞–ї–Є –Љ–Њ–ґ–љ–Њ –њ–Њ–ї—Г—З–Є—В—М –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Ї–∞–љ–∞–≤–Њ—З–љ—Л—Е —А–µ–Ј—Ж–Њ–≤ (—А–Є—Б. 3 –µ, –Ј). –Ф–ї—П –Њ—В—А–µ–Ј–Ї–Є –њ—А–Є–Љ–µ–љ—П—О—В—Б—П –Њ—В—А–µ–Ј–љ—Л–µ —А–µ–Ј—Ж—Л (—А–Є—Б. 3 –ґ). –Ф–ї—П –љ–∞—А–µ–Ј–∞–љ–Є—П —А–µ–Ј—М–±—Л –Є—Б–њ–Њ–ї—М–Ј—Г—О—В —А–µ–Ј—М–±–Њ–≤–Њ–є —А–µ–Ј–µ—Ж (—А–Є—Б. 3 –Є). –§–∞—Б–Њ–љ–љ—Л–µ —А–µ–Ј—Ж—Л –Ј–∞—В–Њ—З–µ–љ—Л –њ–Њ —Д–Њ—А–Љ–µ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ–Љ–Њ–є –і–µ—В–∞–ї–Є (—А–Є—Б. 3 –Ї). |
|
|
|
–†–Є—Б. 3. –Ю—Б–љ–Њ–≤–љ—Л–µ –≤–Є–і—Л —В–Њ–Ї–∞—А–љ—Л—Е —А–µ–Ј—Ж–Њ–≤
–†–µ–Ј—Ж—Л —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В, —В–∞–Ї —З—В–Њ–±—Л –≤–µ—А—И–Є–љ–∞ —А–µ–Ј—Ж–∞ —Б–Њ–≤–њ–∞–і–∞–ї–∞ —Б —Ж–µ–љ—В—А–Њ–Љ –Ј–∞–і–љ–µ–є –±–∞–±–Ї–Є. –І–∞—Б—В–Њ—В–∞ –≤—А–∞—Й–µ–љ–Є—П —И–њ–Є–љ–і–µ–ї—П –і–Њ–ї–ґ–љ–∞ —Б–Њ—Б—В–∞–≤–ї—П—В—М 1200 –Њ–±/–Љ–Є–љ.
–Ґ–Њ—З–µ–љ–Є–µ —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Є—Е –Ј–∞–≥–Њ—В–Њ–≤–Њ–Ї. |
|
|
|
–†–Є—Б. 4. –Я—А–Є–µ–Љ—Л –Њ–±—А–∞–±–Њ—В–Ї–Є —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Є—Е –Ј–∞–≥–Њ—В–Њ–≤–Њ–Ї
–†–µ–Ј–µ—Ж –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ –њ–Њ–і–∞—О—В –≤–њ–µ—А–µ–і –і–Њ –Ї–∞—Б–∞–љ–Є—П —Б –≤—А–∞—Й–∞—О—Й–µ–є—Б—П –Ј–∞–≥–Њ—В–Њ–≤–Ї–Њ–є, –Є –≤ —Н—В–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є –Њ—В–≤–Њ–і—П—В –µ–≥–Њ –љ–∞–њ—А–∞–≤–Њ. –Я–Њ –ї–Є–Љ–±—Г –њ–Њ–і–∞—О—В —А–µ–Ј–µ—Ж –≤–њ–µ—А–µ–і –љ–∞ 2-3 –Љ–Љ–Є –і–µ–ї–∞—О—В –њ–µ—А–≤—Л–є —А–∞–±–Њ—З–Є–є –њ—А–Њ—Е–Њ–і –≤–і–Њ–ї—М –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –Я—А–Њ—Е–Њ–і—Л –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—О—В –і–Њ –њ–Њ–ї—Г—З–µ–љ–Є—П –≥–ї–∞–і–Ї–Њ–є —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Њ–є —Д–Њ—А–Љ—Л (—А–Є—Б.4 –∞). –°–Љ–µ—Б—В–Є–≤ —А–µ–Ј–µ—Ж –њ–Њ –њ–Њ–Ї–∞–Ј–∞–љ–Є—П–Љ –ї–Є–Љ–±–∞ –њ–Њ–њ–µ—А–µ—З–љ–Њ–є –њ–Њ–і–∞—З–Є –і–Њ –љ—Г–ґ–љ–Њ–≥–Њ —А–∞–Ј–Љ–µ—А–∞, –Њ–±—В–∞—З–Є–≤–∞—О—В –љ–µ–±–Њ–ї—М—И–Њ–є –њ—А–Њ–±–љ—Л–є —Г—З–∞—Б—В–Њ–Ї. –Х—Б–ї–Є –Ј–∞–Љ–µ—А –њ–Њ–Ї–∞–Ј–∞–ї, —З—В–Њ —А–µ–Ј–µ—Ж —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ –љ–∞ –љ—Г–ґ–љ—Л–є —А–∞–Ј–Љ–µ—А, —В–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В –њ–Њ –≤—Б–µ –і–ї–Є–љ–µ —Б–њ—А–∞–≤–∞ –љ–∞–ї–µ–≤–Њ (—А–Є—Б. 4 –±). –Я–Њ—Б–ї–µ –Њ–±—В–∞—З–Є–≤–∞–љ–Є—П —А–µ–Ј–µ—Ж –Њ—В–≤–Њ–і—П—В –љ–∞–Ј–∞–і. –Ш –≤–Њ–Ј–≤—А–∞—Й–∞—О—В –≤ –Є—Б—Е–Њ–і–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ. –≠—В–Є–Љ –ґ–µ —А–µ–Ј—Ж–Њ–Љ –њ–Њ–і—А–µ–Ј–∞—О—В —В–Њ—А–µ—Ж –Є —Г—Б—В—Г–њ—Л. –Ґ–Њ—А–µ—Ж –њ–Њ–і—А–µ–Ј–∞—О—В –і–Њ —Б–±–ї–Є–ґ–µ–љ–Є—П —А–µ–Ј—Ж–∞ —Б —Ж–µ–љ—В—А–Њ–Љ –і–µ—В–∞–ї–Є (—А–Є—Б. 4 –≤). –Ф–ї—П –њ—А–Њ—В–∞—З–Є–≤–∞–љ–Є—П –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ—Л—Е –Ї–∞–љ–∞–≤–Њ–Ї –Є —Г—Б—В—Г–њ–Њ–≤ –њ—А–Є–Љ–µ–љ—П—О—В —З–Є—Б—В–Њ–≤–Њ–є (–ї–Њ–њ–∞—В–Њ—З–љ—Л–є) —А–µ–Ј–µ—Ж (—А–Є—Б.4 –≥). –Я–µ—А–µ–Љ–µ—Й–∞—П –µ–≥–Њ –≤ –њ–Њ–њ–µ—А–µ—З–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –Є –њ—А–Њ–і–Њ–ї—М–љ–Њ –њ–µ—А–µ–і–≤–Є–≥–∞—П —Б—Г–њ–њ–Њ—А—В, –Љ–Њ–ґ–љ–Њ –≤—Л—В–Њ—З–Є—В—М —Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї—Г—О –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М —Б —А–∞–Ј–љ—Л–Љ–Є –і–Є–∞–Љ–µ—В—А–∞–Љ–Є. –Ф–ї—П –≤—Л–±–Њ—А–Ї–Є –Њ—В–≤–µ—А—Б—В–Є–є –Є –≤–љ—Г—В—А–µ–љ–љ–Є—Е –њ–Њ–ї–Њ—Б—В–µ–є –і–µ—В–∞–ї–µ–є –њ—А–Є–Љ–µ–љ—П—О—В —А–∞—Б—В–∞—З–Є–≤–∞–љ–Є–µ. –†–∞—Б—В–∞—З–Є–≤–∞–љ–Є–µ –≤—Л–њ–Њ–ї–љ—П—О—В —А–∞—Б—В–Њ—З–љ—Л–Љ —Г–њ–Њ—А–љ—Л–Љ —А–µ–Ј—Ж–Њ–Љ (—А–Є—Б 4 –і). –†–µ–ґ—Г—Й–µ—О –Ї—А–Њ–Љ–Ї—Г —А–µ–Ј—Ж–∞ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В –љ–∞ —Г—А–Њ–≤–љ–µ –Њ—Б–Є —И–њ–Є–љ–і–µ–ї—П. –Я—А–Є —А–∞—Б—В–∞—З–Є–≤–∞–љ–Є–Є –њ—А–Њ–і–Њ–ї—М–љ—Г—О –њ–Њ–і–∞—З—Г —А–µ–Ј—Ж–∞ —З–µ—А–µ–і—Г—О—В —Б –µ–≥–Њ –њ–Њ–њ–µ—А–µ—З–љ—Л–Љ–Є —Б–Љ–µ—Й–µ–љ–Є—П–Љ–Є –Њ—В –Ї—А–∞—П –і–µ—В–∞–ї–Є –Ї –µ–µ —Ж–µ–љ—В—А—Г, —Б–ї–Њ–є –Ј–∞ —Б–ї–Њ–µ–Љ —Б–љ–Є–Љ–∞—П –Љ–∞—В–µ—А–Є–∞–ї —Б–Њ —Б—В–µ–љ–Ї–Є –≤—Л—А–µ–Ј–∞–µ–Љ–Њ–є –њ–Њ–ї–Њ—Б—В–Є –Є –≤—Л—А–∞–≤–љ–Є–≤–∞—П –µ–µ –і–љ–Њ.
–Ґ–Њ—З–µ–љ–Є–µ –і–µ—В–∞–ї–µ–є —Б–ї–Њ–ґ–љ–Њ–є —Д–Њ—А–Љ—Л –≤—Л–њ–Њ–ї–љ—П—О—В —Д–∞—Б–Њ–љ–љ—Л–Љ–Є —А–µ–Ј—Ж–∞–Љ–Є |
|
|
|
–†–Є—Б. 5. –Т–∞—А–Є–∞–љ—В—Л –Ј–∞—В–Њ—З–Ї–Є –Є —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Д–∞—Б–Њ–љ–љ—Л—Е —А–µ–Ј—Ж–Њ–≤
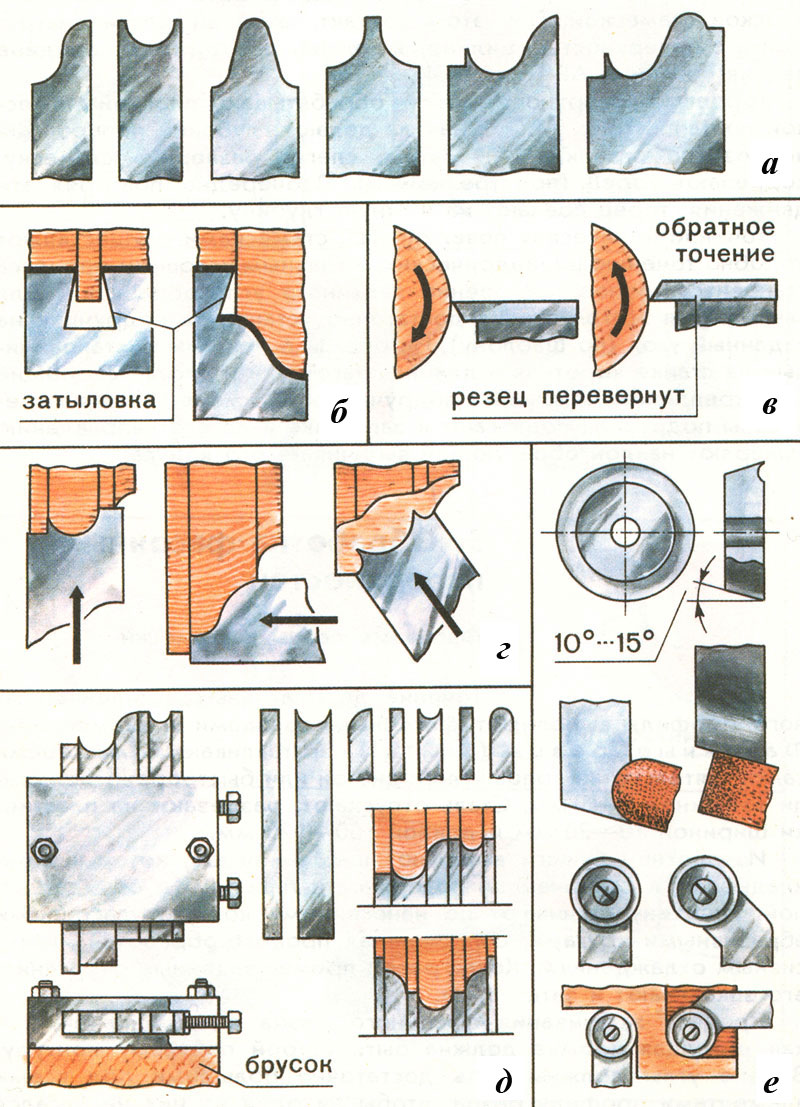
–§–∞—Б–Њ–љ–љ—Л–µ —А–µ–Ј—Ж—Л –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞—О—В—Б—П —Б–∞–Љ–Њ—Б—В–Њ—П—В–µ–ї—М–љ–Њ –Є–Ј –њ–Њ–ї–Њ—Б —Г–≥–ї–µ—А–Њ–і–Є—Б—В–Њ–є –Є–ї–Є –±—Л—Б—В—А–Њ—А–µ–ґ—Г—Й–µ–є —Б—В–∞–ї–Є —В–Њ–ї—Й–Є–љ–Њ–є 3-5 –Љ–Љ, —И–Є—А–Є–љ–Њ–є 10-20 –Љ–Љ–Є –і–ї–Є–љ–Њ–є 100-120 –Љ–Љ. –†–µ–Ј–µ—Ж –Њ–±—В–∞—З–Є–≤–∞—О—В –њ–Њ –љ–∞–љ–µ—Б–µ–љ–љ–Њ–Љ—Г –Ї–Њ–љ—В—Г—А—Г, –Ј–∞–Ї–∞–ї–Є–≤–∞—О—В –Є –Ј–∞—В–∞—З–Є–≤–∞—О—В (—А–Є—Б. 5 –∞). –†–µ–Ј—Ж—Л –і–Њ–ї–ґ–љ—Л –Њ–±—П–Ј–∞—В–µ–ї—М–љ–Њ –Є–Љ–µ—В—М –Ј–∞—В—Л–ї–Њ–≤–Ї—Г –±–Њ–Ї–Њ–≤—Л—Е –≥—А–∞–љ–µ–є, —З—В–Њ–±—Л –Њ–љ–Є –љ–µ —Б–Њ–њ—А–Є–Ї–∞—Б–∞–ї–Є—Б—М —Б –і–µ—В–∞–ї—М—О –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –Њ–±—А–∞–±–Њ—В–Ї–Є (—А–Є—Б. 5 –±). –Т–Њ–Ј–Љ–Њ–ґ–љ—Л –і–≤–∞ –≤–∞—А–Є–∞–љ—В–∞ —Г—Б—В–∞–љ–Њ–≤–Ї–Є —Д–∞—Б–Њ–љ–љ–Њ–≥–Њ —А–µ–Ј—Ж–∞ (—А–Є—Б. 5 –≤) –і–ї—П –њ—А—П–Љ–Њ–≥–Њ –Є –Њ–±—А–∞—В–љ–Њ–≥–Њ —В–Њ—З–µ–љ–Є—П, –њ—А–Є –Њ–±—А–∞—В–љ–Њ–Љ —В–Њ—З–µ–љ–Є–Є —А–µ–Ј–µ—Ж –њ–µ—А–µ–≤–Њ—А–∞—З–Є–≤–∞—О—В –Є –њ–Њ–ї—Г—З–∞—О—В –і–µ—В–∞–ї—М —Б –Њ–±—А–∞—В–љ—Л–Љ –њ—А–Њ—Д–Є–ї–µ–Љ. –§–∞—Б–Њ–љ–љ—Л–µ —А–µ–Ј—Ж—Л –Љ–Њ–ґ–љ–Њ –њ–Њ–і–∞–≤–∞—В—М –љ–∞ –і–µ—В–∞–ї—М –≤ –њ–Њ–њ–µ—А–µ—З–љ–Њ–Љ, –њ—А–Њ–і–Њ–ї—М–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –Є –њ–Њ–і —Г–≥–ї–Њ–Љ –Ї –Њ—Б–Є –і–µ—В–∞–ї–Є (—А–Є—Б.5 –≥). –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –і–µ—В–∞–ї–µ–є —А–∞–Ј–ї–Є—З–љ–Њ–≥–Њ —Б–ї–Њ–ґ–љ–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Б–Њ—Б—В–∞–≤–љ–Њ–є —А–µ–Ј–µ—Ж —Б–Њ–±—А–∞–љ–љ—Л–є –Є–Ј —А–µ–Ј—Ж–Њ–≤ —В–Њ–ї—Й–Є–љ–Њ–є 4-8 –Љ–Љ, —Б —А–∞–Ј–ї–Є—З–љ–Њ–є –Ј–∞—В–Њ—З–Ї–Њ–є. –Ш—Е —А–∞–Ј–ї–Є—З–љ–∞—П –Ї–Њ–Љ–±–Є–љ–∞—Ж–Є—П –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Њ–ї—Г—З–∞—В—М —А–∞–Ј–љ–Њ–Њ–±—А–∞–Ј–љ—Л–µ –њ—А–Њ—Д–Є–ї—П (—А–Є—Б. 5 –і). –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –њ–ї–∞–≤–љ—Л—Е —Д–Њ—А–Љ –Ї–∞–Ї —Б –љ–∞—А—Г–ґ–Є, —В–∞–Ї –Є –≤–љ—Г—В—А–Є –і–µ—В–∞–ї–Є –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —А–µ–Ј–µ—Ж —Б —А–µ–ґ—Г—Й–Є–Љ –і–Є—Б–Ї–Њ–Љ. –Ф–Є—Б–Ї —В–Њ–ї—Й–Є–љ–Њ–є 4-8 –Љ–Љ, –і–Є–∞–Љ–µ—В—А–Њ–Љ 12-20 –Љ–Љ, –њ–Њ –Ї—А–∞—О –і–Є—Б–Ї–∞ –њ—А–Њ—В–∞—З–Є–≤–∞–µ—В—Б—П –Ї–∞–љ–∞–≤–Ї–∞ —А–∞–і–Є—Г—Б–Њ–Љ 2-3 –Љ–Љ. –Я–Њ—Б–ї–µ –Ј–∞–Ї–∞–ї–Ї–Є –і–Є—Б–Ї —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—О—В —Б –њ–Њ–Љ–Њ—Й—М—О –±–Њ–ї–∞ –љ–∞ –Њ–њ—А–∞–≤–Ї–µ –Є –Ј–∞—В–∞—З–Є–≤–∞—О—В (—А–Є—Б. 5 –µ).
–Ю–±—А–∞–±–Њ—В–Ї–∞ –і–µ—В–∞–ї–Є –њ–Њ –Ї–Њ–њ–Є—А—Г.
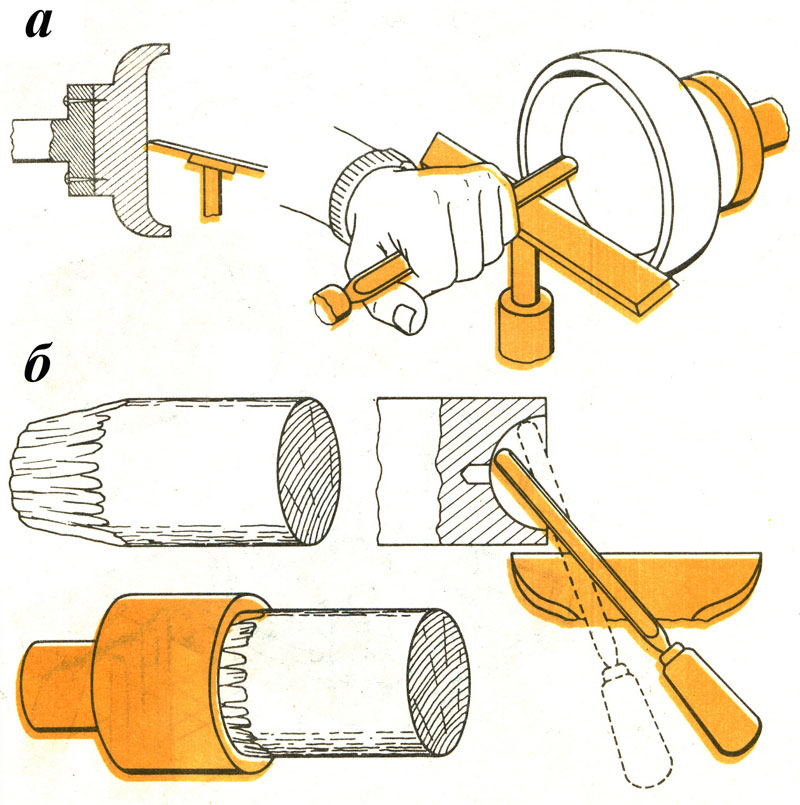
–С–Њ–ї—М—И–Њ–є –Њ–±—К–µ–Љ –Њ–і–Є–љ–∞–Ї–Њ–≤—Л—Е –і–µ—В–∞–ї–µ–є —Г–і–Њ–±–љ–Њ –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞—В—М —Б –њ–Њ–Љ–Њ—Й—М—О –Ї–Њ–њ–Є—А–∞. –Т –Ї–∞—З–µ—Б—В–≤–µ —А–µ–ґ—Г—Й–µ–≥–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞, –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є —Б—В–∞–љ–Ї–∞, –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —В–Њ–Ї–∞—А–љ—Л–µ —А–µ–Ј—Ж—Л, —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ–љ—Л–µ –≤ —Б—Г–њ–њ–Њ—А—В–µ —Б—В–∞–љ–Ї–∞, —Б—В–∞–Љ–µ—Б–Ї–Є —Б —Г–њ–Њ—А–Њ–Љ –Є–ї–Є –і–Є—Б–Ї–Њ–≤—Л–µ —Д—А–µ–Ј—Л. |
|
|
|
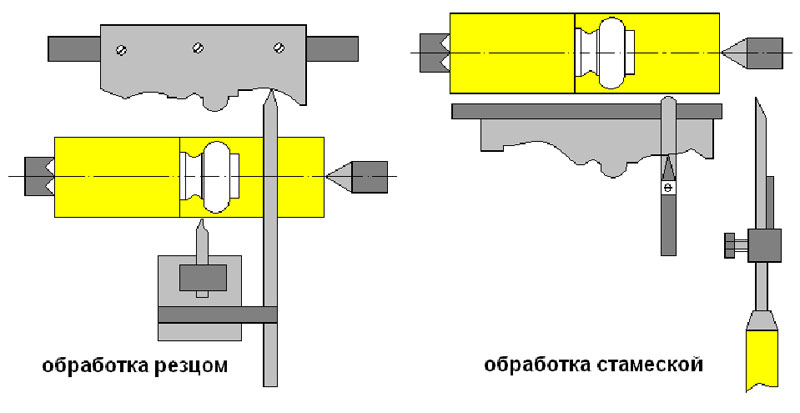
–†–Є—Б. 6. –Ю–±—А–∞–±–Њ—В–Ї–∞ –њ–Њ –Ї–Њ–њ–Є—А—Г —А–µ–Ј—Ж–Њ–Љ –Є —Б—В–∞–Љ–µ—Б–Ї–Њ–є |
 |
–†–Є—Б. 7. –Ю–±—А–∞–±–Њ—В–Ї–∞ –і–Є—Б–Ї–Њ–≤–Њ–є —Д—А–µ–Ј–Њ–є –њ–Њ –Ї–Њ–њ–Є—А—Г.
–Ґ–Њ—З–µ–љ–Є–µ –њ–Њ –Ї–Њ–њ–Є—А—Г –љ–∞ —Б—Г–њ–њ–Њ—А—В–љ–Њ–Љ —Б—В–∞–љ–Ї–µ

–†–Є—Б. 8. –Ю–±—А–∞–±–Њ—В–Ї–∞ –і–µ—В–∞–ї–Є –њ–Њ –Ї–Њ–њ–Є—А—Г
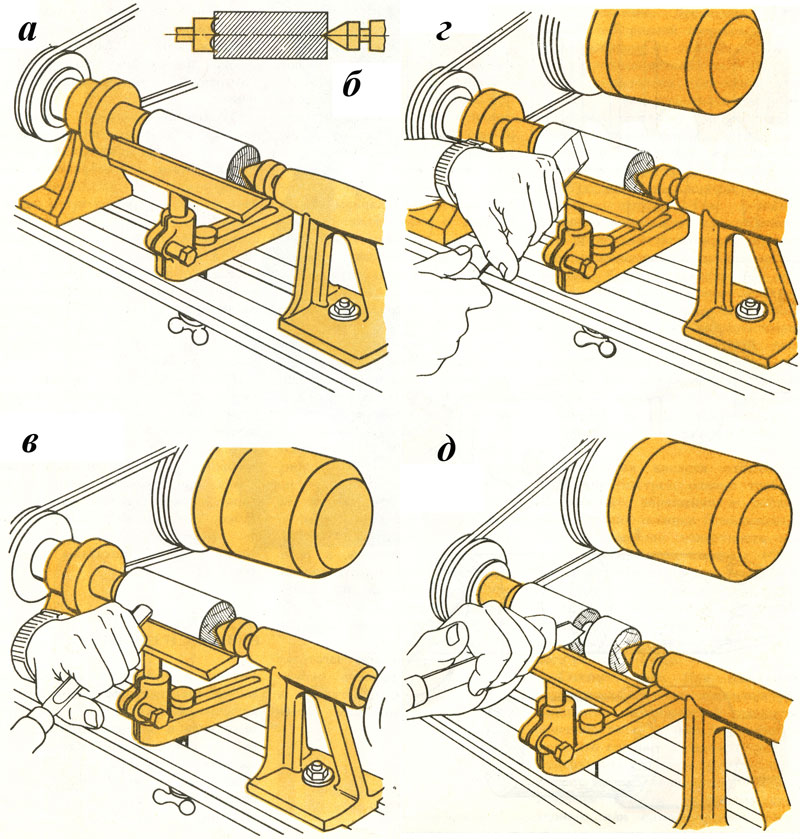
–Ф–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Ї–Њ–њ–Є—А–∞ –≤—Л—В–∞—З–Є–≤–∞—О—В –Љ–Њ–і–µ–ї—М –і–µ—В–∞–ї–Є –Є —А–∞—Б–њ–Є–ї–Є–≤–∞—О—В –µ–µ –≤–і–Њ–ї—М –Њ—Б–Є. –Я–Њ–ї—Г—З–µ–љ–љ—Л–є —Б—А–µ–Ј –њ—А–Њ—Д–Є–ї—П –њ–µ—А–µ–≤–Њ–і—П—В –љ–∞ —Д–∞–љ–µ—А—Г —В–Њ–ї—Й–Є–љ–Њ–є 4-5 –Љ–Љ–Є –≤—Л–њ–Є–ї–Є–≤–∞—О—В (—А–Є—Б. 8 –∞). –Ъ–Њ–њ–Є—А—Л –Љ–Њ–ґ–љ–Њ –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞—В—М –Є–Ј –Љ–µ—В–∞–ї–ї–∞ –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –ї–∞–Ј–µ—А–љ–Њ–є —А–µ–Ј–Ї–Є.
–Я—А–Њ—Д–Є–ї—М –±—Г–і—Г—Й–Є—Е –і–µ—В–∞–ї–µ–є –Ј–∞–Ї—А–µ–њ–ї—П—О—В –љ–∞ —Б—В–∞–љ–Є–љ–µ —Б—В–∞–љ–Ї–∞. –Ъ –њ–Њ–њ–µ—А–µ—З–љ—Л–Љ —Б–∞–ї–∞–Ј–Ї–∞–Љ —Б—Г–њ–њ–Њ—А—В–∞ –Ї—А–µ–њ—П—В –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є–є –і–µ—А–ґ–∞—В–µ–ї—М —Б–Њ —Й—Г–њ–Њ–Љ. –Т–µ—А—И–Є–љ–∞ —Й—Г–њ–∞ –Є —А–µ–Ј—Ж–∞ –і–Њ–ї–ґ–љ—Л –Є–Љ–µ—В—М –Њ–і–Є–љ–∞–Ї–Њ–≤—Л–є –њ—А–Њ—Д–Є–ї—М (—А–Є—Б. 8 –±).
–Я–µ—А–≤–Њ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–µ –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ–Њ –њ—А–Є–і–∞—О—В —Д–Њ—А–Љ—Г —Ж–Є–ї–Є–љ–і—А–∞ –і–Є–∞–Љ–µ—В—А–Њ–Љ —А–∞–≤–љ—Л–Љ –љ–∞–Є–±–Њ–ї—М—И–µ–Љ—Г –і–Є–∞–Љ–µ—В—А—Г –Ј–∞–≥–Њ—В–Њ–≤–Ї–µ, –њ–Њ—Б–ї–µ–і—Г—О—Й–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Љ–Њ–ґ–љ–Њ –і–µ–ї–∞—В—М —Б –љ–µ–±–Њ–ї—М—И–Є–Љ –њ—А–Є–њ—Г—Б–Ї–Њ–Љ. –°–љ–∞—З–∞–ї–∞ –љ–∞–ї–∞–ґ–Є–≤–∞—О—В –≤–Ј–∞–Є–Љ–љ–Њ–µ –њ–Њ–ї–Њ–ґ–µ–љ–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є –Ї–Њ–њ–Є—А–∞ (—А–Є—Б. 8 –≤), –Ј–∞—В–µ–Љ —Б—Г–њ–њ–Њ—А—В —Б—В–∞–љ–Ї–∞ —Б–і–≤–Є–≥–∞—О—В –≤–ї–µ–≤–Њ –і–Њ —Б–Њ–≤–Љ–µ—Й–µ–љ–Є—П –≤–µ—А—И–Є–љ—Л —Й—Г–њ–∞ —Б –ї–Є–љ–Є–µ–є –љ–∞–Є–±–Њ–ї—М—И–µ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞ –і–µ—В–∞–ї–Є (—А–Є—Б.8 –≥). –†–µ–Ј–µ—Ж –њ–Њ–і–∞—О—В –≤–њ–µ—А–µ–і –і–Њ —Г–њ–Њ—А–∞ –≤ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –∞ —Й—Г–њ —Г–њ–Є—А–∞—О—В –≤ –Ї–Њ–њ–Є—А –≤ —В–Њ—З–Ї–µ –љ–∞–Є–±–Њ–ї—М—И–µ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞ –Є —Д–Є–Ї—Б–Є—А—Г—О—В –≤ —Н—В–Њ–Љ –њ–Њ–ї–Њ–ґ–µ–љ–Є–Є. –Ю–±—А–∞–±–Њ—В–Ї—Г –≤–µ–і—Г—В —Б–њ—А–∞–≤–∞ –љ–∞–ї–µ–≤–Њ. –†–µ–Ј–µ—Ж –њ–Њ–і–∞—О—В –љ–∞ –і–µ—В–∞–ї—М –≤ –њ–Њ–њ–µ—А–µ—З–љ–Њ–Љ –љ–∞–њ—А–∞–≤–ї–µ–љ–Є–Є –і–Њ —Г–њ–Њ—А–∞ —Й—Г–њ–∞ –≤ –Ї–Њ–љ—В—Г—А –Ї–Њ–њ–Є—А–∞ (—А–Є—Б. 8. –і). –Т–µ–ї–Є—З–Є–љ–∞ –њ—А–Њ–і–Њ–ї—М–љ–Њ–≥–Њ —Б–Љ–µ—Й–µ–љ–Є—П —А–µ–Ј—Ж–∞ –љ–∞ –Њ–і–Є–љ –њ–Њ–њ–µ—А–µ—З–љ—Л–є —Е–Њ–і —Б–Њ—Б—В–∞–≤–ї—П–µ—В 1-2 –Љ–Љ. –°–ї–µ–і—Л —А–µ–Ј–∞–љ–Є—П —Г–і–∞–ї—П—О—В —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–є —И–Ї—Г—А–Ї–Њ–є. –Ю–і–Є–љ –Є —В–Њ—В –ґ–µ –Ї–Њ–њ–Є—А –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –і–ї—П —В–Њ—З–µ–љ–Є—П –і–µ—В–∞–ї–µ–є –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–≥–Њ –њ—А–Њ—Д–Є–ї—П, –љ–Њ —А–∞–Ј–љ–Њ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞ (—А–Є—Б. 8 –µ). –Э–µ–±–Њ–ї—М—И–Њ–µ –Є–Ј–Љ–µ–љ–µ–љ–Є–µ —Г–≥–ї–∞ —Г—Б—В–∞–љ–Њ–≤–Ї–Є –Ї–Њ–њ–Є—А–∞ –і–∞–µ—В —Б—Г–ґ–µ–љ–Є–µ —Б–Є–ї—Г—Н—В–∞ –і–µ—В–∞–ї–Є. –Ф–ї–Є–љ–љ—Л–µ –і–µ—В–∞–ї–Є —В–Њ—З–∞—В –њ–Њ –Ї–Њ–њ–Є—А—Г —З–∞—Б—В—П–Љ–Є. –°–Є–Љ–Љ–µ—В—А–Є—З–љ—Л–µ —Д–Є–≥—Г—А—Л –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В —Б –Ї—А–∞—П –і–Њ —Б–µ—А–µ–і–Є–љ—Л, –Ј–∞—В–µ–Љ –Ј–∞–≥–Њ—В–Њ–≤–Ї—Г –њ–µ—А–µ–≤–Њ—А–∞—З–Є–≤–∞—О—В –Є –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В –≤—В–Њ—А—Г—О —З–∞—Б—В—М (—А–Є—Б. 8 –ґ).
–Т—Л–±–Њ—А —А–µ–ґ–Є–Љ–∞ —А–µ–Ј–∞–љ–Є—П
–°–Ї–Њ—А–Њ—Б—В—М –≥–ї–∞–≤–љ–Њ–≥–Њ –і–≤–Є–ґ–µ–љ–Є—П —А–µ–Ј–∞–љ–Є—П –љ–∞ —В–Њ–Ї–∞—А–љ—Л—Е —Б—В–∞–љ–Ї–∞—Е –і–ї—П —А–∞–Ј–ї–Є—З–љ—Л—Е —В–Њ—З–µ–Ї —А–µ–ґ—Г—Й–µ–є –Ї—А–Њ–Љ–Ї–Є —А–∞–Ј–ї–Є—З–љ–∞ –Є –Ј–∞–≤–Є—Б–Є—В –Њ—В —А–∞—Б—Б—В–Њ—П–љ–Є—П –і–Њ –Њ—Б–Є –≤—А–∞—Й–µ–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є. –°—А–µ–і–љ—П—П —Б–Ї–Њ—А–Њ—Б—В—М –і–ї—П —Б—А–µ–і–љ–µ–є —В–Њ—З–Ї–Є –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П –њ–Њ —Д–Њ—А–Љ—Г–ї–µ:
V—Б—А=πDcpn/(60·1000)
–≥–і–µ Dcp- —Б—А–µ–і–љ–Є–є –і–Є–∞–Љ–µ—В—А –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –Љ–Љ;
n- —З–∞—Б—В–Њ—В–∞ –≤—А–∞—Й–µ–љ–Є—П —И–њ–Є–љ–і–µ–ї—П, –Њ–±/–Љ–Є–љ;
–І–∞—Б—В–Њ—В—Г –≤—А–∞—Й–µ–љ–Є—П —И–њ–Є–љ–і–µ–ї—П –≤—Л–±–Є—А–∞—О—В –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В –і–Є–∞–Љ–µ—В—А–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –њ—А–Є —Г—Б—В–∞–љ–Њ–≤–Ї–µ –њ–ї–∞–љ—И–∞–є–±—Л –і–Є–∞–Љ–µ—В—А–Њ–Љ –±–Њ–ї–µ–µ400 –Љ–Љ—З–∞—Б—В–Њ—В–∞ –≤—А–∞—Й–µ–љ–Є—П —И–њ–Є–љ–і–µ–ї—П –љ–µ –і–Њ–ї–ґ–љ–∞ –њ—А–µ–≤—Л—И–∞—В—М 800 –Њ–±/–Љ–Є–љ.
–°–Ї–Њ—А–Њ—Б—В—М –≥–ї–∞–≤–љ–Њ–≥–Њ –і–≤–Є–ґ–µ–љ–Є—П —А–µ–Ј–∞–љ–Є—П –і–ї—П –і—А–µ–≤–µ—Б–Є–љ—Л –Љ—П–≥–Ї–Є—Е –њ–Њ—А–Њ–і 10-12 –Љ/—Б, –і–ї—П –і—А–µ–≤–µ—Б–Є–љ—Л —В–≤–µ—А–і—Л—Е –њ–Њ—А–Њ–і 0,5-3 –Љ/—Б.
–Я—А–Њ–і–Њ–ї—М–љ–∞—П –њ–Њ–і–∞—З–∞ –љ–∞ –Њ–і–Є–љ –Њ–±–Њ—А–Њ—В —И–њ–Є–љ–і–µ–ї—П –і–ї—П —З–µ—А–љ–Њ–≤–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є 1,6-2 –Љ–Љ, –і–ї—П —З–Є—Б—В–Њ–≤–Њ–є –љ–µ –±–Њ–ї–µ–µ0,8 –Љ–Љ. –Я–Њ–њ–µ—А–µ—З–љ–∞—П –њ–Њ–і–∞—З–∞ –љ–∞ –Њ–і–Є–љ –Њ–±–Њ—А–Њ—В —И–њ–Є–љ–і–µ–ї—П –љ–µ –і–Њ–ї–ґ–љ–∞ –њ—А–µ–≤—Л—И–∞—В—М1,2 –Љ–Љ.
–Ю–±—А–∞–±–Њ—В–Ї–∞ –і–µ—В–∞–ї–µ–є –љ–∞ —В–Њ–Ї–∞—А–љ—Л—Е —Б—В–∞–љ–Ї–∞ —Б –І–Я–£
–Ґ–Њ–Ї–∞—А–љ—Л–µ —Б—В–∞–љ–Ї–Є —Б –І–Я–£, –≤ –Ї–∞—З–µ—Б—В–≤–µ —А–µ–ґ—Г—Й–µ–≥–Њ –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Є–Љ–µ—О—В –Ї–Њ–љ—Ж–µ–≤—Л–µ —Д—А–µ–Ј—Л –Є–ї–Є –Ї–Њ–Љ–±–Є–љ–Є—А—Г—О—В—Б—П –Ї–Њ–љ—Ж–µ–≤–Њ–є –Є –і–Є—Б–Ї–Њ–≤–Њ–є —Д—А–µ–Ј–∞–Љ–Є.
–Я—А–Є –Њ–±—А–∞–±–Њ—В–Ї–µ –і–µ—В–∞–ї–Є –Ї–Њ–љ—Ж–µ–≤–Њ–є —Д—А–µ–Ј–Њ–є –Љ–Њ–ґ–љ–Њ –њ–Њ–ї—Г—З–Є—В—М —А–∞–Ј–ї–Є—З–љ—Л–є —Д–Є–≥—Г—А–љ—Л–є –њ—А–Њ—Д–Є–ї—М –љ–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–µ. –Я–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ —Д—А–µ–Ј—Л –Є —Б–Ї–Њ—А–Њ—Б—В—М –≤—А–∞—Й–µ–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Ј–∞–і–∞–µ—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–≥–Њ –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —Д–Њ—А–Љ—Л –±—Г–і—Г—Й–µ–є –і–µ—В–∞–ї–Є.

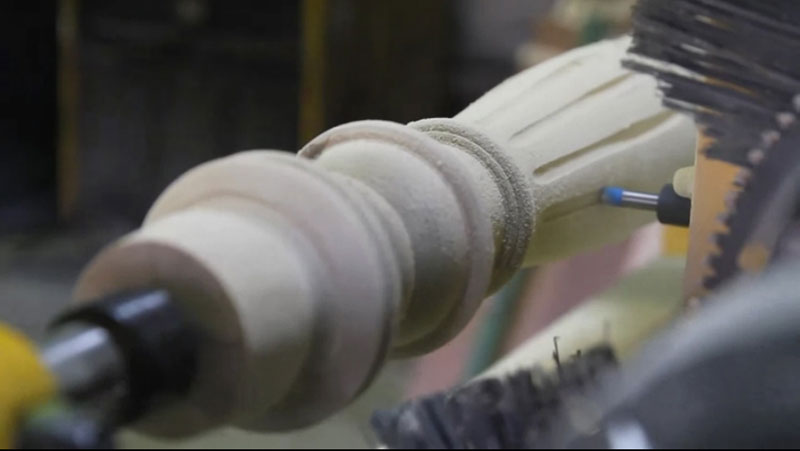
–†–Є—Б. 9. –°–Њ–Ј–і–∞–љ–Є–µ —Б–Ї—Г–ї—М–њ—В—Г—А—Л –љ–∞ —В–Њ–Ї–∞—А–љ–Њ–Љ —Б—В–∞–љ–Ї–µ —Б –І–Я–£
–°—В–∞–љ–Ї–Є —Б –Ї–Њ–љ—Ж–µ–≤–Њ–є –Є –і–Є—Б–Ї–Њ–≤–Њ–є —Д—А–µ–Ј–∞–Љ–Є, –њ–Њ–Ј–≤–Њ–ї—П—О—В —Г—Б–Ї–Њ—А–Є—В—М –њ—А–Њ—Ж–µ—Б—Б —В–Њ—З–µ–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Њ–Ї. –Ф–Є—Б–Ї–Њ–≤–∞—П —Д—А–µ–Ј–∞ –і–µ–ї–∞–µ—В –њ—А–µ–і–≤–∞—А–Є—В–µ–ї—М–љ—Г—О —З–µ—А–љ–Њ–≤—Г—О –Њ–±—А–∞–±–Њ—В–Ї—Г, –Ї–Њ–љ—Ж–µ–≤–∞—П —Д—А–µ–Ј–∞ —З–Є—Б—В–Њ–≤—Г—О.

–†–Є—Б. 10. –Ю–±—А–∞–±–Њ—В–Ї–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –і–Є—Б–Ї–Њ–≤–Њ–є —Д—А–µ–Ј–Њ–є
–†–Є—Б. 11. –Ю–±—А–∞–±–Њ—В–Ї–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Ї–Њ–љ—Ж–µ–≤–Њ–є —Д—А–µ–Ј–Њ–є
–Я–Њ—Б–ї–µ –≤—Л—В–∞—З–Є–≤–∞–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –і–ї—П –Њ–Ї–Њ–љ—З–∞—В–µ–ї—М–љ–Њ–є –і–Њ–≤–Њ–і–Ї–Є –Є —Г–і–∞–ї–µ–љ–Є—П —Б–ї–µ–і–Њ–≤ —А–µ–Ј–∞–љ–Є—П, –µ–µ –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–є —И–Ї—Г—А–Ї–Њ–є, –Њ–±—Л—З–љ–Њ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В –Ї—Г—Б–Њ–Ї –љ–µ–±–Њ–ї—М—И–Њ–є —И–Є—А–Є–љ—Л, –Ї–Њ—В–Њ—А—Л–є –њ–µ—А–µ–Љ–µ—Й–∞—О—В –≤ –љ–∞—В—П–љ—Г—В–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є –њ–Њ –≤—Б–µ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–µ.

–†–Є—Б. 12. –Ю–±—А–∞–±–Њ—В–Ї–∞ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є —И–ї–Є—Д–Њ–≤–∞–ї—М–љ–Њ–є —И–Ї—Г—А–Ї–Њ–є
–Ы–Є—В–µ—А–∞—В—Г—А–∞:
1. –С—Г—А–Є–Ї–Њ–≤ –Т.–У., –Т–ї–∞—Б–Њ–≤ –Т.–Э. –Ф–Њ–Љ–Њ–≤–∞—П —А–µ–Ј—М–±–∞- –Ь.: –Э–Є–≤–∞ –†–Њ—Б—Б–Є–Є —Б–Њ–≤–Љ–µ—Б—В–љ–Њ —Б –Ъ–Њ–Љ–њ–∞–љ–Є–µ–є «–Х–≤—А–∞–Ј–Є–є—Б–Ї–Є–є —А–µ–≥–Є–Њ–љ», 1993-352 —Б.
2. –Т–µ—В–Њ—И–Ї–Є–љ –Ѓ.–Ш., –°—В–∞—А—Ж–µ–≤ –Т.–Ь., –Ч–∞–і–Є–Љ–Є–і—М–Ї–Њ –Т.–Ґ.
–Ф–µ—А–µ–≤—П–љ–љ—Л–µ —Е—Г–і–Њ–ґ–µ—Б—В–≤–∞: —Г—З–µ–±. –њ–Њ—Б–Њ–±–Є–µ. –Х–Ї–∞—В–µ—А–Є–љ–±—Г—А–≥: –£—А–∞–ї. –≥–Њ—Б. –ї–µ—Б–Њ—В–µ—Е–љ. —Г–љ-—В. 2012.
3. –У–ї–Є–Ї–Є–љ –Ь.–°. –Ф–µ–Ї–Њ—А–∞—В–Є–≤–љ—Л–µ —А–∞–±–Њ—В—Л –њ–Њ –і–µ—А–µ–≤—Г –љ–∞ —Б—В–∞–љ–Ї–µ «–£–љ–Є–≤–µ—А—Б–∞–ї».- –Ь.: –Ы–µ—Б–љ. –њ—А–Њ–Љ-—Б—В—М, 1987.-208 —Б.
4. –Ъ–Њ—А–Њ—В–Ї–Њ–≤ –Т.–Ш. –і–µ—А–µ–≤–Њ–Њ–±—А–∞–±–∞—В—Л–≤–∞—О—Й–Є–µ —Б—В–∞–љ–Ї–Є: –£—З–µ–±–љ–Є–Ї –і–ї—П –љ–∞—З. –њ—А–Њ—Д. –Ю–±—А–∞–Ј–Њ–≤–∞–љ–Є—П. – –Ь.6 –Ш–Ј–і–∞—В–µ–ї—М—Б–Ї–Є–є —Ж–µ–љ—В—А «–Р–Ї–∞–і–µ–Љ–Є—П», 203.-304 —Б.
5. –Ы–µ—А–љ–µ—А –Я.–°., –Ы—Г–Ї—М—П–љ–Њ–≤ –Я.–Ь. –Ґ–Њ–Ї–∞—А–љ–Њ–µ –Є —Д—А–µ–Ј–µ—А–љ–Њ–µ –і–µ–ї–Њ: –£—З–µ–±. –Я–Њ—Б–Њ–±–Є–µ –і–ї—П —Г—З–∞—Й–Є—Е—Б—П 8-11 –Ї–ї. —Б—А–µ–і. —И–Ї.-2-–µ –Є–Ј–і., –і–Њ—А–∞–±.-–Ь.: –Я—А–Њ—Б–≤–µ—Й–µ–љ–Є–µ, 1990.-208 —Б.
